Продукция

-

Деревянная щеточная полоса
-

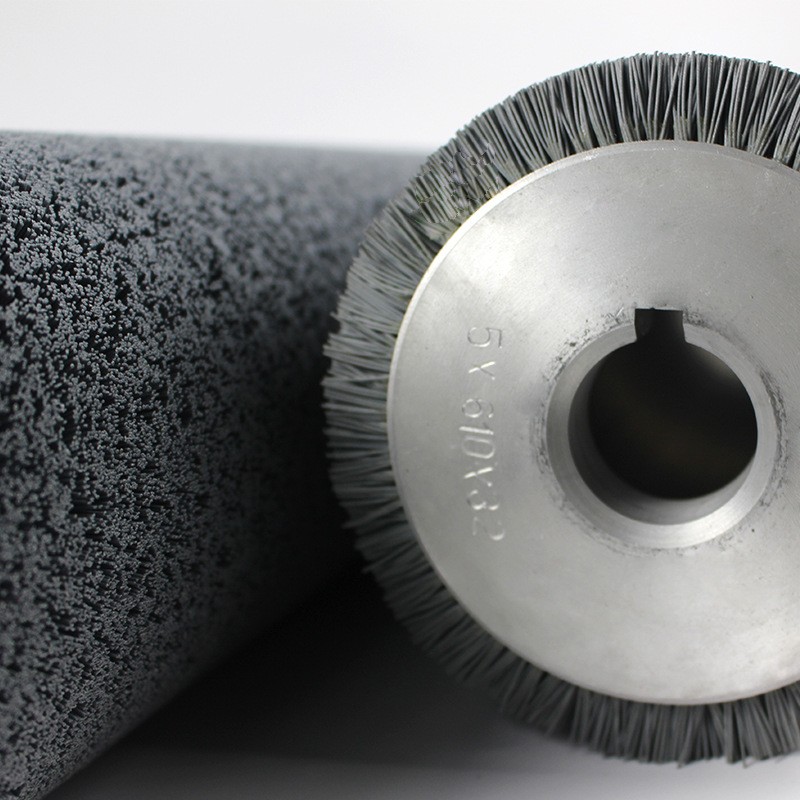
Абразивная трубная щетка
-
.jpg)
Двухленточный щеточный вал
-
.jpg)
Профильный щеточный вал
-
.jpg)
Сборная спиральная щетка с внутренней сваркой
-

Стальная трубная щетка
-

Алюминиевая щеточная полоса
-

Шерстяная малярная кисть
-
PVC щеточная полоса
-
Стальное проволочное колесо
-

Стальной щеточный вал
-

Щетинная малярная кисть
-

Шарообразная щетка
-

Щеточное колесо с насаженным ворсом
-

Снегоуборочная щетка
-

Нейлоновый щеточный вал

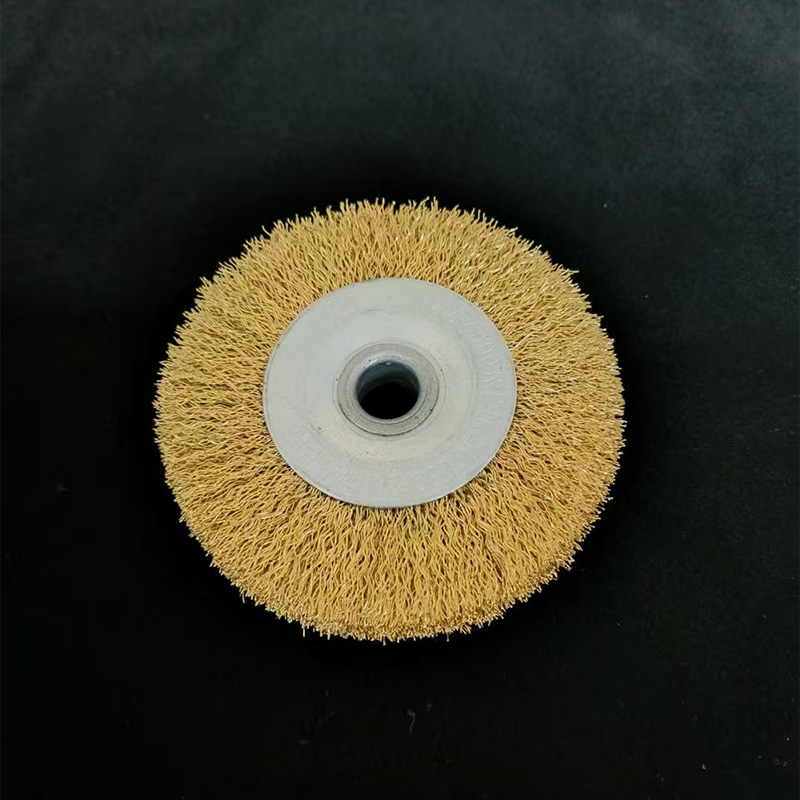
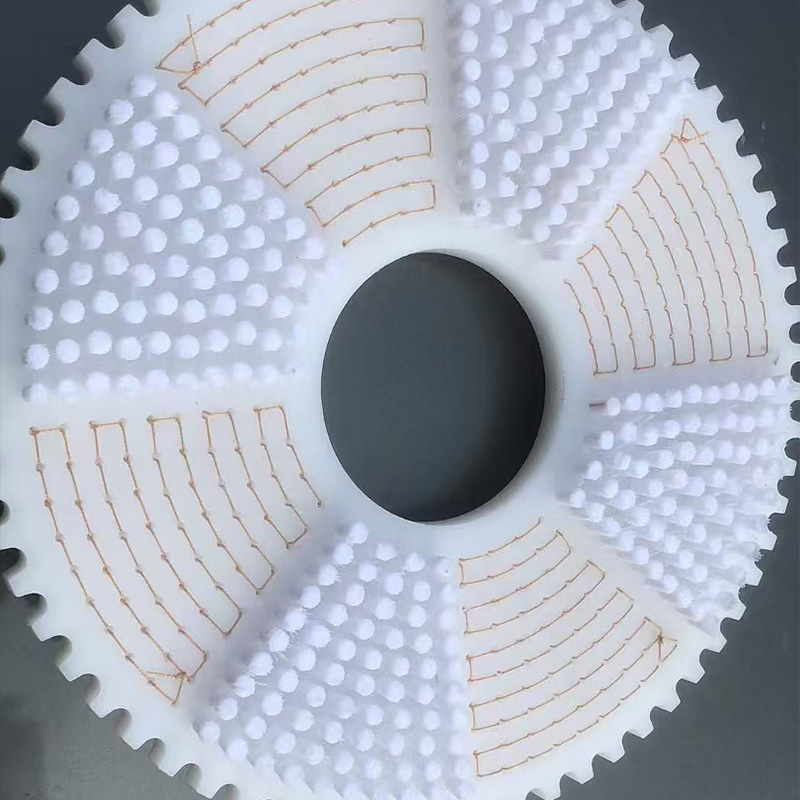
Алюминиевая дисковая щетка
Алюминиевые алюминиевые дисковые щетки, это промышленная щетка, изготовленная из алюминиевого сплава в качестве основы, сочетающая в себе легкий, коррозионную стойкость и хорошую теплопроводность, часто используется для точной обработки, обработки поверхности и высокой температуры окружающей среды.
Описание
маркер
Конструкция и характеристики материалов
1. Материал подложки
алюминиевые сплавы (например, 6061, 7075):
Легкость: низкая плотность (около 2,7 г/см³), подходит для высокоскоростных вращающихся устройств (таких как роботизированная рука).
Устойчивость к коррозии: после анодированного окисления он устойчив к влажной и слабой кислотно-щелочной среде.
Теплопроводность: быстрое охлаждение, идеально подходит для непрерывной работы во избежание местного перегрева.
Толщина: 520 мм (с учетом прочности и веса, можно настроить конструкцию ребер жесткости).
2. Тип щетки
Нержавеющая сталь:
Удаление оксидного слоя и шлака с поверхности металла (например, обработка после сварки алюминиевого сплава).
Разделите мягкую (SUS304) и жесткую (SUS316, более стойкую к коррозии).
Нейлон/абразивный нейлон:
Тонкая полировка (например, обработка проволоки из алюминиевого сплава).
Частицы кремния (кремния кремния) или оксида алюминия (Al-O-) усиливают силу резания.
Керамические волокна:
Устойчивость к высокой температуре (500℃+), для литья алюминиевых сплавов для удаления заусенцев.
3. Проектирование волос
Сдвиг: равномерное распределение волос щетки для непрерывной плоскостной обработки.
Сегменная сетка: местная усиленная очистка (например, края отверстия).
Основные сценарии применения
1. Производство алюминиевых сплавов
Очистка шва после сварки профилей из алюминиевого сплава (удаление оксидного слоя, шлака).
Заусенцы шейки питателя под давлением (например, цилиндр двигателя автомобиля).
2. Точное производство
Продукция 3C (мобильные телефоны, ноутбуки) из алюминиевого сплава (эффект зеркала/проволоки).
Оксидные слои поверхности аэрокосмических компонентов (например, обшивки самолета).
3. Горячая сцена
Высокотемпературная обработка торца после литья алюминиевого сплава (с керамической волокнистой щеткой).

Ключевые параметры выбора
| Параметры | Примечания |
| Диаметр подложки | Обычно 50- 400 мм, большой диаметр для поверхностей с широкими диапазонами (например, листовые алюминиевые сплавы) |
| Адаптация отверстия вала | Стандартный диаметр отверстия 12 мм, 16 мм, 25 мм (требуется соответствие шпинделя оборудования, рекомендуется шпонок для скольжения) |
| Плотность щетки | Высокая плотность (200 000 шт./м²) для полировки, низкая плотность (80 000 шт./м²) для тяжелой резки |
| Ограничение скорости вращения | Рекомендуемая подложка алюминиевого сплава ≤4500 об/мин (для предотвращения деформации в результате центробежной силы) |
| Термостойкость | Температура подложки ≤150℃ (после анодирования), щетка выбирается по материалу (керамическое волокно стойкое 500℃ +) |
Преимущества и ограничения
| Преимущества | Ограничения. |
| Легкость для снижения энергопотребления и инерционной нагрузки оборудования | Низкая твердость, не подходит для резания сверхвысокого давления (легко деформация) |
| Высокая коррозионная стойкость (после анодирования) | Для длительного контакта с кислотой/щелочей требуется специальное покрытие |
| Быстрое охлаждение для непрерывной работы | Стоимость выше, чем ПВХ/ПВХ |
Рекомендации по эксплуатации и обслуживанию
- 1.Правила эксплуатации
Управление давлением: для полировки алюминиевого сплава рекомендуется 0.30.8МПа, для удаления слоя окисления можно поднять до 1,2МПа.
Охлаждение: Использование воздушного или водяного охлаждения при работе на высокой скорости (чтобы избежать перегрева и размягчения подложки алюминиевого сплава).
- 2.Ежедневное обслуживание
Регулярно очищать щетку от металлической стружки (чтобы предотвратить накопление глинозема, вызывающее зажигание).
Проверить отсутствие отслаивания анодного слоя (раз в квартал, при необходимости повторное окисление).
- 3.Критерии замены
Волосы щетки изнашиваются более чем на 40% от первоначальной длины или сильно деформируются подложка.
Шероховатость поверхности (Ra) должна быть заменена при превышении нормы (например, полированная сцена Ra> 0,8 мкм).
Промышленные решения
1.Производство автомобилей
Полиция ступицы: абразивный проволочный проволочный, диаметр подложки 200 мм, скорость вращения 3000 об/мин.
Сварная очистка поддона батареи: щетка из нержавеющей стали, в сочетании с роботизированной работой.
- 2.3C Электроника
Телефон: сверхтонкая нейлоновая щетка (диаметр 0,1 мм), плотность 150 000 шт./м².
- 3.Аэрокосмическая промышленность
Обработка композитных деталей из титанового сплава алюминиевых сплавов: сегментированная керамическая щетка (высокая температура, защита от перекрестного загрязнения).
Резюме
Алюминиевые пластины подходят для высокой скорости вращения, легких и точных сценариев обработки, таких как полировка электроники и автомобильных деталей.
Выбор должен балансировать твердость щетки, теплоотдачу подложки и коррозионную стойкость, приоритет выбрать анодированную подложку.
В условиях высокой температуры или сильной коррозии рекомендуется использовать волокнистые щетки или специальные покрытия для повышения долговечности.
Свяжитесь с нами

ООО «Аньхой Пэнфэй Браш Индастри» — ведущий производитель подметальных щеток, трубных щеток, торцевых щеток и стальных щеток.
Компания оснащена современным оборудованием и системой управления качеством, предлагая клиентам высококачественные индивидуальные решения.
Тел.:
+86-13955671871
+86-18955698811
+86-15856558177
связаться с нами
Сопутствующие популярные продукты

PE щеточная полоса
Преимущества материалов: — Высокая коррозионная стойкость: толерантность к кислоте и кислоте, соленая вода, большинство органических растворителей (лучше, чем нейлон) — Сверхвысокая износостойкость: молекулярная масса> 500 000 полиэтилена высокой плотности (UHMW-PE) коэффициент износа только 1/от PA — Низкотемпературные характеристики:-70℃ остается гибким (для полярного оборудования) — Безопасность пищевых продуктов: соответствие стандартам FDA, отсутствие выделения

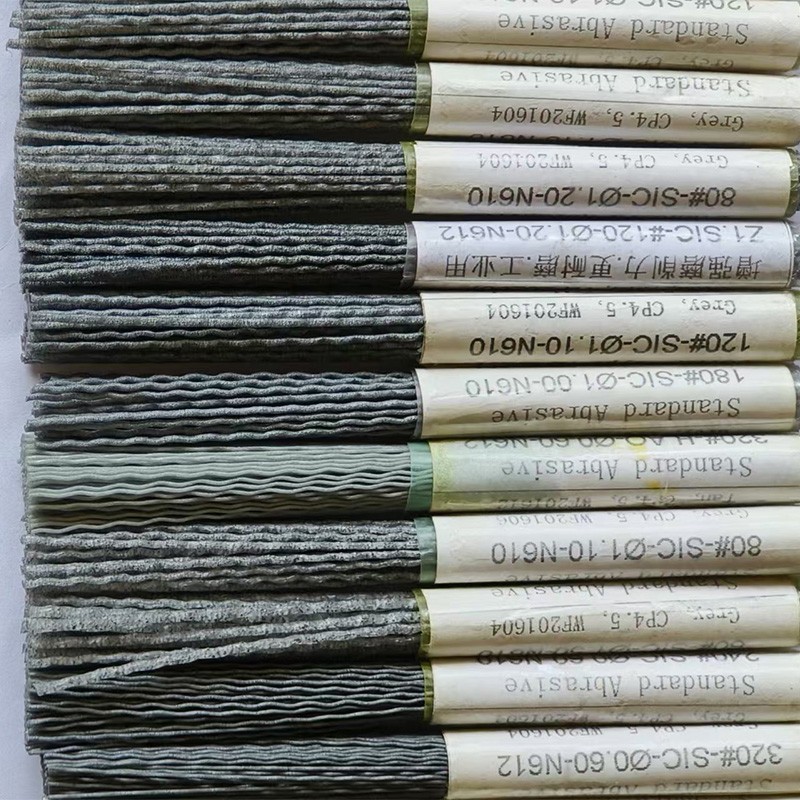
Карборундовая абразивная нить
Абразивный нейлон представляет собой синтетическую проволоку, изготовленную из нейлона 6 или нейлона 612 в качестве сырья для щетки с добавлением частиц кремния (SIC) или глинозема (AO), также называется абразивной проволокой или шлифовальной проволокой. Изготовленная щетка имеет долговечные свойства, различные диаметры и количество волосок.

Одноленточный щеточный вал
Щеточный вал с одинарной стальной лентой изготавливается путем впрессовки щетинок в оцинкованную или нержавеющую стальную полосу с последующей машинной навивкой в спиралевидную форму, что создает новый тип щеточных валов.
Двухленточный щеточный вал
Двухленточные щеточные валы представляют собой промышленные щетки, преимущественно используемые для обработки поверхностей, очистки и полировки.

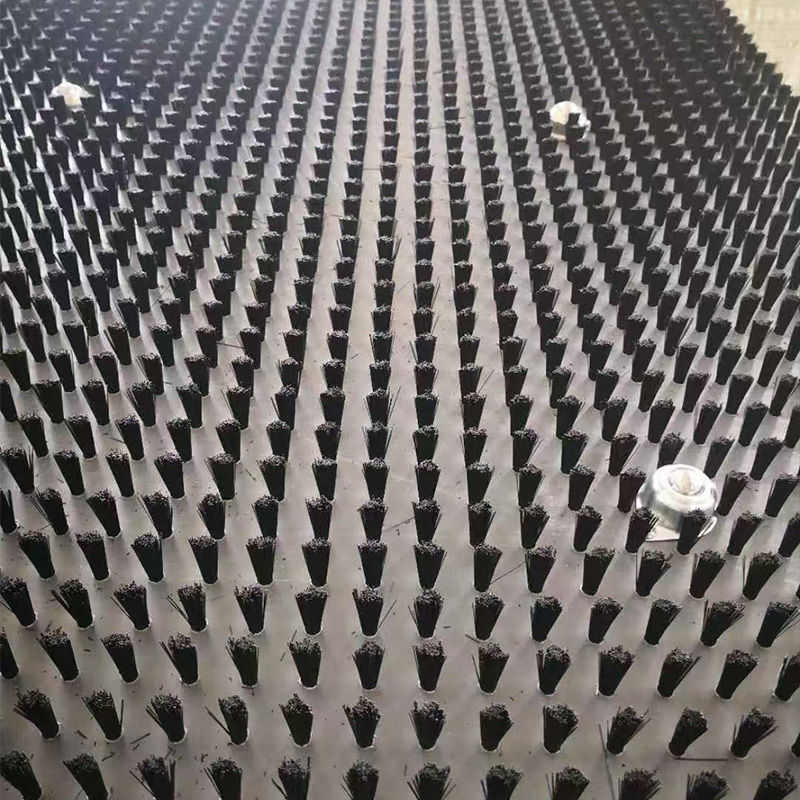
Торцевая щетка с насаженным ворсом
Дисковая щетка с насадкой является промышленным или бытовым инструментом очистки, обычно изготовленным из плотного расположения щетки, закрепленного на дисковой основе.Он предназначен для использования в самых разных сценариях очистки, полировки, удаления заусенцев или обработки поверхности.
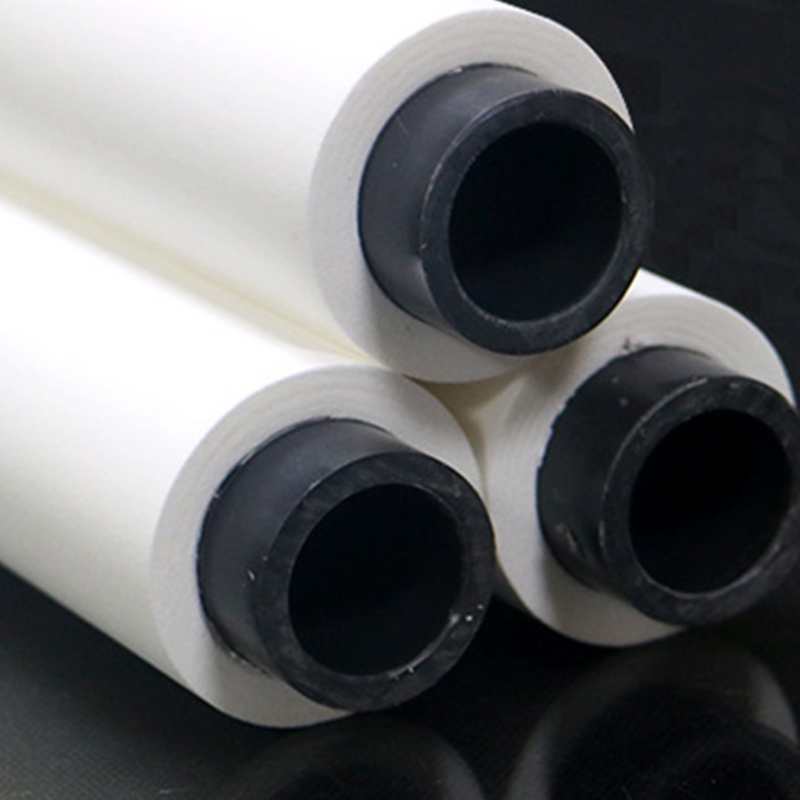
Губчатый вал
Также известны как губчатые стержни. Впитывающие валики производства компании «Аньхой Пэнфэй Браш Индастри» изготовлены из высокопористого PVA-пенного материала (поливиниловый спирт) с гидрофильными молекулами. Благодаря взаимосвязанной микроячеистой структуре, они обладают превосходной впитывающей способностью, быстрым высыханием и хорошей устойчивостью к коррозии, что делает их идеальными для удаления поверхностной влаги.
Деревянная щеточная полоса
Деревянная щетка-это чистящие, полированные или декоративные инструменты, изготовленные из натурального или искусственного дерева в качестве основания, в сочетании с натуральной или синтетической щеткой, которые являются экологически чистыми, легкими и эстетическими характеристиками, пригодными для бытовых, ремесленных и промышленных работ.
.jpg)
Резиновый вал
Внутренние подшипники и цапфы резиновых валов имеют прецизионную конструкцию, где даже незначительные отклонения могут напрямую влиять на рабочие характеристики. Недостаточная смазка подшипников и цапф быстро приводит к их износу, что существенно ухудшает качество работы резинового вала и, как следствие, влияет на качество выпускаемой продукции.

Литая торцевая щетка
Литька для заливки торца, это промышленная щетка, специально предназначенная для обработки торцов после заливки бетона, металлического литья или других материалов, в основном для очистки заусенцев, остатков, оксидных слоев или полировки поверхности.

Очистная щетка для ограждений
Петка для очистки ограждения представляет собой инструмент, предназначенный для очистки поверхности ограждения от пятен, пыли, ржавчины и других примесей. Обычно она устанавливается на автоматическом оборудовании для очистки (например, в машине для очистки ограждения) или в ручном устройстве для эффективной очистки с помощью вращения щетки или трения.

PVC дисковая щетка
Дисковая щетка для пластин ПВХ, это промышленная дисковая щетка, изготовленная из поливинилхлорида (ПВХ) в качестве основы, часто используется для очистки, обеззараживания, обработки поверхности и других сценариев. По сравнению с дисковой щеткой ПВХ, материал из ПВХ более жесткий и более химическую стойкость, но немного низкая температурная стойкость.
Шерстяная малярная кисть
Лакокрасочная краска является ручным инструментом для нанесения краски (например, краски, лака, лака и т. д.), конструкция и материалы которого непосредственно влияют на эффективность и эффективность нанесения.

Обрезиненное колесо
Руббер Covered Wheel-это промышленные колеса, покрытые слоем резиновой или полиуретана (PU) поверхности колес из металла, пластика или композитного материала. Они обладают износостойкостью, противоскольжением и амортизацией и широко используются в транспортном оборудовании, машиностроении, логистике и других областях.
PE дисковая щетка
Диск ПЭ, обычная физическая щетка в промышленных сценариях, в основном используется для очистки, полировки, удаления заусенцев и других процессов.
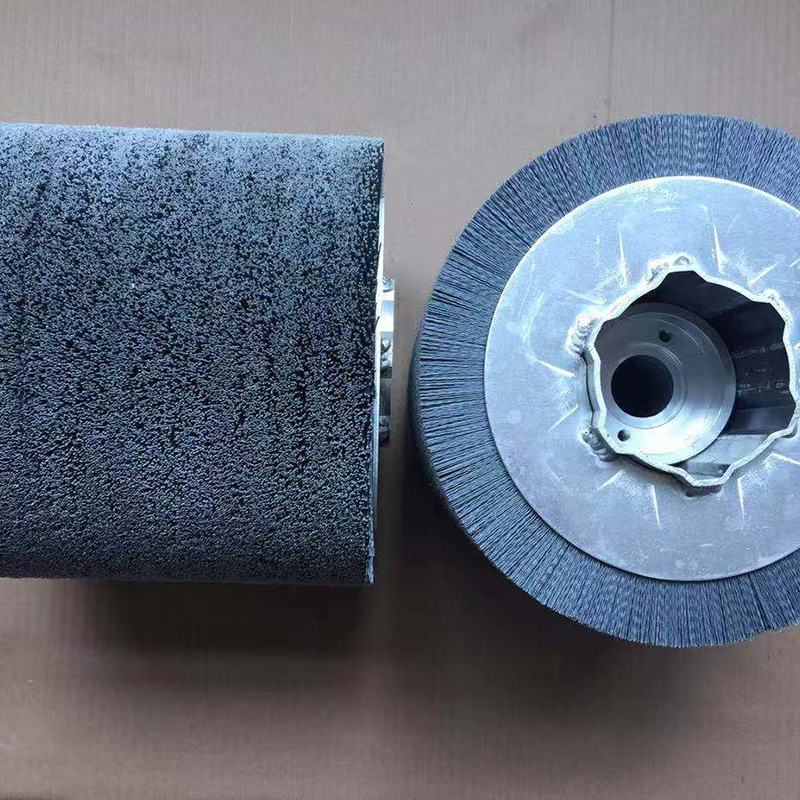
Абразивный щеточный вал
Абразивные щеточные валы представляют собой промышленные щетки, в щетинки которых встроены абразивные частицы (карбид кремния SiC, оксид алюминия Al₂O₃ и др.). Обладая высокой шлифовальной способностью, они идеально подходят для интенсивной обработки: удаления заусенцев, ржавчины, нанесения штриховых узоров на поверхность.

Щетка для поломоечных машин
Кисть для мойки земли является основным элементом очистки машины, которая очищает пятна от поверхности посредством вращающегося трения, а также обеспечивает влажное и влажное разделение в сочетании с водопоглощающей системой.