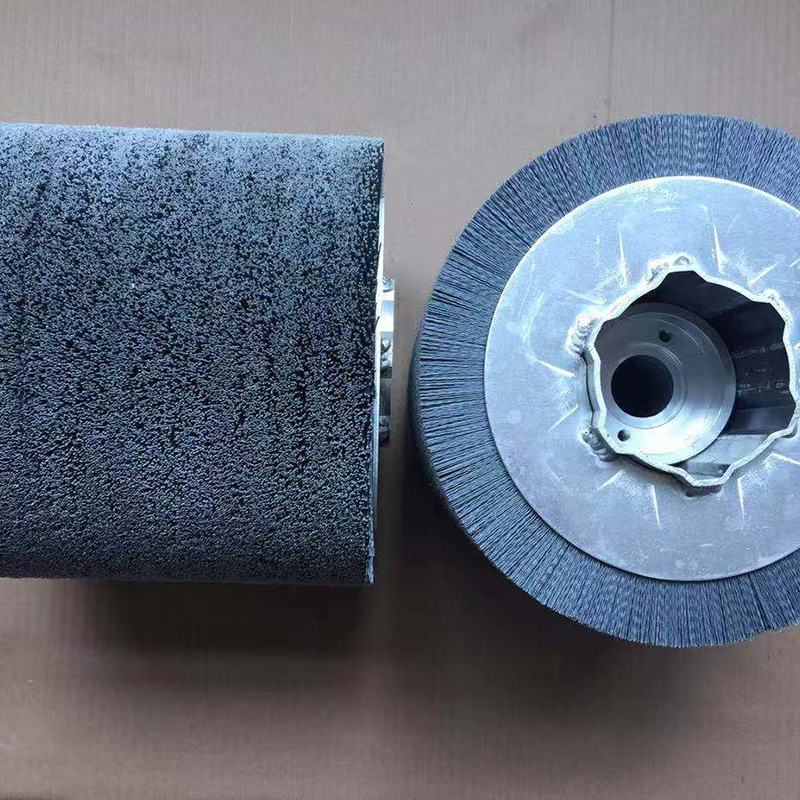
Щеточный валик — проектирование и производство щеточных валиков из стали
2025-07-29
В последние годы конкуренция в мировой отрасли производства стальных роликовых щёток обострилась. Способность предприятий предоставлять клиентам высококачественную продукцию с высокой эффективностью и низким расходом топлива в кратчайшие сроки стала символом их конкурентоспособности.
(1) Конструкция компонента должна быть разумной, и следует максимально выбрать наилучшее конструктивное решение. Проектировщик компонента должен учитывать технические требования, а конструкция компонента должна соответствовать технологии и технологическим возможностям изготовления стали для щёточных валиков.
(2) Конструкция стального щеточного валика
Это важнейший этап повышения качества стали для щёточных валиков. Необходимо учитывать множество факторов, включая выбор стали для щёточных валиков, доступность и безопасность конструкции щёточного валика, а также механическую обработку стальных компонентов щёточных валиков. Удобство очистки и обслуживания щёточных валиков следует тщательно продумать на начальном этапе проектирования.
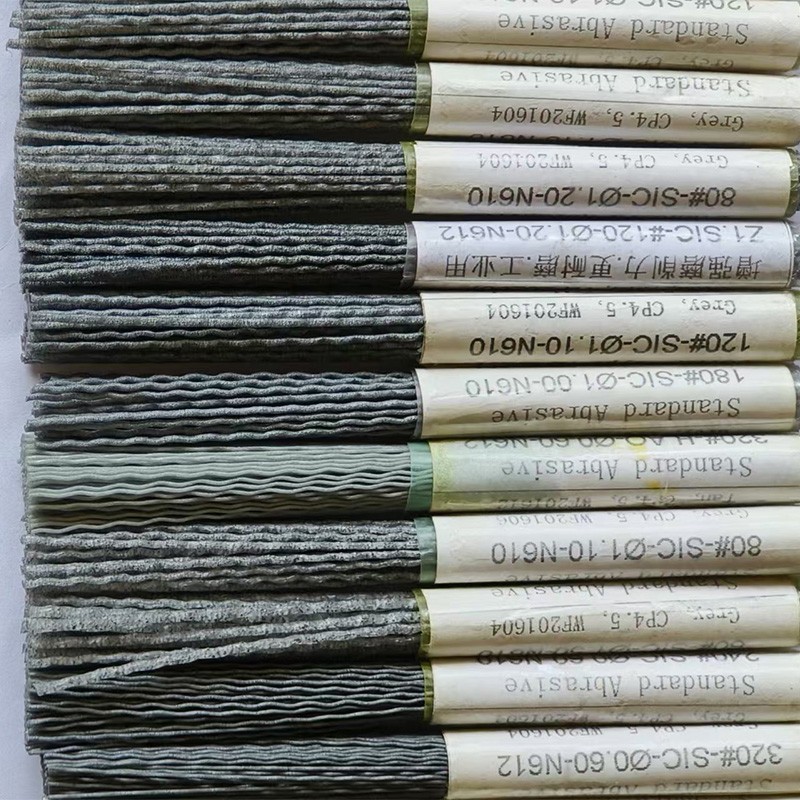
1.Выбор стали для щёточных валиков должен соответствовать требованиям заказчика к качеству продукции, а также учитывать стоимость материала и его прочность в течение заданного срока службы. Конечно, при выборе материала следует учитывать такие факторы, как тип стали для щёточных валиков, способ обработки, скорость обработки и основные виды отказов.
2.Щеточный валик имеет максимально компактную и удобную в эксплуатации стальную конструкцию, обеспечивающую при этом достаточную прочность и жесткость стальной части щеточного валика. Если позволяет конструкция стали щеточного валика, углы стальной поверхности щеточного валика должны быть спроектированы с максимально закругленными переходами, чтобы избежать концентрации напряжений. Для форм, полостей и некоторых пуансонов. Форма и сердечник могут быть собраны или собраны для устранения концентрации напряжений, при этом следует использовать удлиненные пуансоны или сердечники, а в конструкции следует принять соответствующие защитные меры. Для холодных пуансонов следует предусмотреть устройства для предотвращения засорения или закупорки (например, эжекторы, сжатый воздух и т. д.). В то же время необходимо также рассмотреть вопрос о том, как снизить влияние на качество стали щеточного валика, вызванное износом скользящих частей и частей, которые часто подвергаются ударам при длительной эксплуатации.
3.При проектировании необходимо максимально сократить объём демонтажа при ремонте узла. Особенно при замене изнашиваемых деталей объём демонтажа должен быть максимально сокращен.
(3) Процесс изготовления стали для щеточных валиков
Это также важная часть обеспечения качества стали щёточных валиков. Метод и точность обработки стали щёточных валиков также влияют на срок службы стали щёточных валиков. Точность каждого компонента напрямую влияет на общую сборку стали щёточных валиков. Помимо влияния точности самого оборудования, необходимо повышать технический уровень сборщиков во время шлифования и подгонки стали щёточных валиков путем улучшения метода обработки деталей. Повышайте точность обработки деталей стальных щёточных валиков; если общий эффект сборки стали щёточных валиков не соответствует требованиям, увеличится вероятность ненормальной работы стали щёточных валиков, и общее качество стали щёточных валиков будет сильно затронуто.
Чтобы гарантировать исходную точность стали щеточного валика (качество исходной стали щеточного валика), в качестве первого производственного процесса необходимо выбрать высокоточные методы обработки, такие как электроэрозионная обработка, проволочная резка и обработка на станках с ЧПУ. При этом следует уделять внимание проверке точности стали щеточного валика, включая точность обработки и сборки компонентов стали щеточного валика, а также проводить всестороннюю проверку точности стали щеточного валика путем проверки пресс-формы. При проверке следует по возможности использовать высокоточные измерительные приборы. Сложные стальные компоненты щеточного валика со сложными поверхностями и структурами поверхностей невозможно точно измерить с помощью обычных линеек и курсорных карт. В таких случаях для обеспечения точности данных измерений необходимо использовать точное измерительное оборудование, такое как координатно-измерительные приборы.
(4) Поверхностное упрочнение основных формообразующих деталей из стали щеточного валика
Это позволяет повысить износостойкость поверхности стальных компонентов щеточного валика, тем самым еще больше улучшая качество стали щеточного валика.
Для поверхностной закалки используются различные методы упрочнения в зависимости от используемой стали щёточных валиков. Кроме того, недавно разработанная технология вакуумного алмазного покрытия FCVA позволяет сформировать на поверхности детали очень прочную, гладкую, равномерную и плотную защитную плёнку, что особенно подходит для стали щёточных валиков. Защитная обработка поверхности также является эффективным методом повышения качества стали щёточных валиков.
(5) Правильное использование и обслуживание стали щеточных валиков также является основным фактором повышения качества стали щеточных валиков.
При правильной эксплуатации стальных щёточных валиков необходимо регулярно проводить их техническое обслуживание. Для стальных щёточных валиков разработан план технического обслуживания, и благодаря обработке данных в процессе технического обслуживания устраняются проблемы, которые могут возникнуть при производстве стальных щёточных валиков, а также повышается эффективность технического обслуживания.