Оптом PE дисковая щетка от Заводы в основной стране покупателя
2026-06-23
Оптовая закупка дисковых щеток для УШМ: критерии выбора и технические параметры
Щетка дисковая для УШМ — это не просто расходный материал, а ключевой элемент, определяющий скорость обработки металла и срок службы вашего электроинструмента. При оптовой закупке в 2026 году приоритетом становится не минимальная цена за штуку, а соотношение ресурса абразивного ворса к его стоимости и соответствие международным стандартам безопасности EAC. В нашей практике работы с российскими дистрибьюторами мы неоднократно сталкивались с ситуацией, когда экономия 15% на партии приводила к потере 40% времени из-за частой замены изношенных дисков или, что хуже, к травмам операторов из-за разрушения корпуса на высоких оборотах. Правильный выбор поставщика, такого как ООО «Аньхой Пэнфэй Браш Индастри», позволяет исключить эти риски благодаря полному циклу производства и жесткому контролю качества сырья.
Рынок промышленных щеток перенасыщен предложениями, но лишь единицы производителей могут гарантировать стабильность параметров от партии к партии. Дисковые щетки из полиэтилена (PE) требуют специфической технологии вплавки ворса, чтобы обеспечить высокую плотность и устойчивость к центробежным силам при работе на углошлифовальных машинах мощностью от 800 до 2500 Вт. Ниже мы разберем технические нюансы, которые отличают профессиональный инструмент от бюджетных аналогов, и объясним, почему прямые контракты с заводами в провинции Аньхой становятся стандартом для крупных закупок.
Технические характеристики: на что смотреть в спецификации
Первое, на что должен обратить внимание закупщик при анализе коммерческого предложения — это диаметр посадочного отверстия и максимальные рабочие обороты. Стандартная щетка дисковая для УШМ обычно имеет посадочное отверстие M14, однако для мощных промышленных машин встречаются варианты под резьбу M10 или специфические фланцевые крепления. Критическим параметром является маркировка максимальной скорости вращения (RPM). Если на упаковке указано менее 12 500 об/мин, такая щетка не подходит для современных УШМ, развивающих 13 000–15 000 об/мин без нагрузки. Использование низкоскоростных дисков на высокоскоростных машинах создает риск разлета фрагментов пластика, что является прямым нарушением требований охраны труда.
Материал ворса играет решающую роль в эффективности очистки поверхности. Полиэтилен (PE) обладает уникальным сочетанием гибкости и абразивной стойкости, особенно когда в состав волокна добавлены карбид кремния или оксид алюминия. В отличие от нейлона, который может плавиться при интенсивном трении о сталь, PE-ворс сохраняет форму при температурах до 80°C в зоне контакта, что позволяет вести непрерывную работу по удалению ржавчины, окалины или старой краски без перегрева диска. Плотность набивки также варьируется: для грубой зачистки сварных швов требуется высокая плотность (до 4000 нитей на диск диаметром 115 мм), тогда как для финишной полировки композитных материалов оптимальна средняя плотность, обеспечивающая лучший отвод тепла.
Диаметр рабочего тела напрямую влияет на производительность. Наиболее ходовые размеры в оптовых партиях для российского рынка — 115 мм и 125 мм, так как они совместимы с большинством популярных моделей УШМ (Bosch, Makita, Metabo, Интерскол). Однако для тяжелых работ по обработке больших площадей (например, очистка резервуаров или судовых корпусов) востребованы диски диаметром 150 мм и 180 мм. Важно понимать, что увеличение диаметра требует пропорционального увеличения мощности двигателя инструмента. Попытка использовать диск 180 мм на слабой машине приведет к падению оборотов под нагрузкой и быстрому выгоранию якоря электродвигателя.
Сравнение типов конструкций и областей применения
Не все дисковые щетки одинаково эффективны для конкретных задач. Ошибка в выборе типа конструкции может снизить производительность бригады в разы. Рассмотрим основные различия между типами щеток, используемых в металлообработке и строительстве.
| Параметр сравнения | Витая щетка (Крученая) | Щетка с вплавленным ворсом (PE диск) | Лепестковый диск (абразивный) |
|---|---|---|---|
| Основное назначение | Удаление толстого слоя ржавчины, окалины после горячей прокатки, зачистка сварных швов «до металла». | Очистка от грязи, битума, клея, удаление легких коррозионных наслоений, матирование поверхностей под покраску. | Финишное шлифование, снятие фасок, создание гладкой поверхности с заданной шероховатостью. |
| Агрессивность воздействия | Высокая. Оставляет глубокие царапины, требует последующей полировки. | Средняя/Низкая. Действует мягко, не меняет геометрию детали, сохраняет основной металл. | Высокая точность съема материала. Контролируемая глубина обработки. |
| Ресурс (при интенсивной работе) | Низкий. Проволока быстро истирается и ломается, требуя замены каждые 2-4 часа. | Высокий. Синтетический ворс изнашивается равномерно, сохраняя эффективность до 10-15 часов. | Средний. Зависит от зернистости абразива, обычно 3-6 часов. |
| Безопасность | Риск отрыва отдельных проволочек, которые могут впиться в кожу или повредить глаза даже через маску. | Высокая. Ворс надежно закреплен в пластиковом диске методом термоплавки, исключая отрыв. | Средняя. При перегреве возможно расслоение лепестков. |
| Рекомендуемая сфера | Тяжелое машиностроение, судоремонт, демонтаж старых конструкций. | Автомобильная промышленность, подготовка труб под изоляцию, коммунальное хозяйство. | Столярные работы, производство металлических дверей, художественная ковка. |
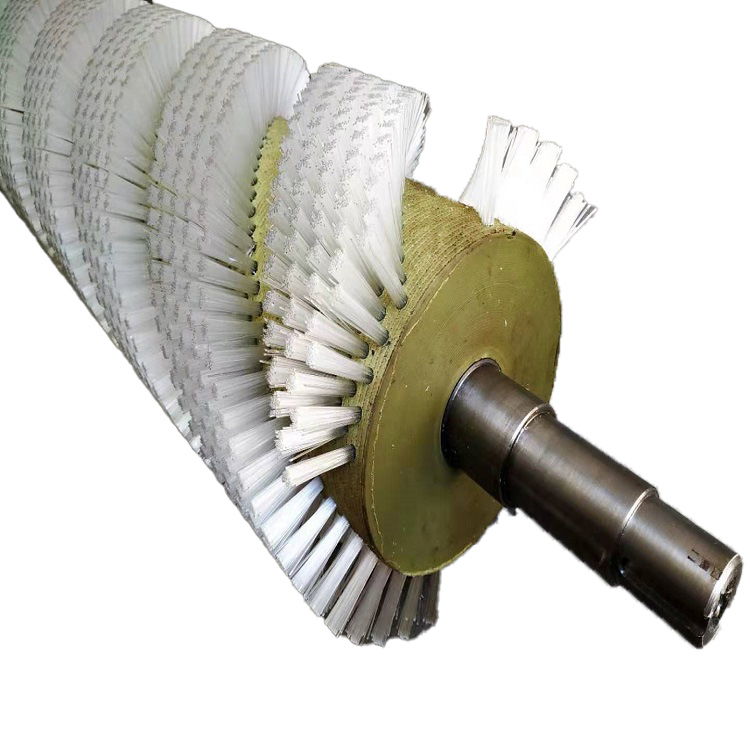
Выбор между витой проволочной щеткой и синтетической дисковой щеткой часто зависит от состояния обрабатываемой поверхности. Если ваша задача — снять многолетний слой битумной гидроизоляции с труб перед нанесением нового покрытия, металлическая щетка забьется мгновенно, а синтетическая PE-щетка будет самоочищаться в процессе работы благодаря упругости волокон. Именно поэтому ООО «Аньхой Пэнфэй Браш Индастри» делает особый акцент на производстве дисковых щеток с вплавленным ворсом, предлагая решения, которые перекрывают потребности от легкой уборки до серьезной индустриальной подготовки поверхностей.
Производственные стандарты и контроль качества
Надежность поставок и стабильность качества обеспечиваются только при наличии сертифицированной системы менеджмента качества. Для российского рынка обязательным требованием является наличие сертификата соответствия ЕАС (Евразийское соответствие), подтверждающего безопасность продукции согласно техническим регламентам ТР ТС 010/2011 «О безопасности машин и оборудования». Отсутствие этого документа делает легальную продажу щеток невозможной и подвергает покупателя штрафам со стороны надзорных органов.
Процесс производства качественной щетки начинается с входного контроля гранул полиэтилена и абразивных добавок. Даже небольшое отклонение в температуре плавления при формовке диска может привести к тому, что ворс начнет выпадать в первые минуты работы. На производственной базе в промышленном парке Юаньтань (город Цяньшань) внедрена система автоматического мониторинга параметров литья, что гарантирует повторяемость характеристик каждой партии. Регулярные внутренние аудиты позволяют выявлять потенциальные дефекты еще на этапе полуфабриката, не допуская брака к финальной упаковке.
Один из наших клиентов, крупный трубоукладчик в Сибири, столкнулся с проблемой преждевременного износа щеток при работе в условиях экстремально низких температур (-40°C). Обычный пластик становился хрупким и раскалывался от удара о металл. Инженеры завода оперативно модифицировали рецептуру полимерной смеси, добавив специальные морозостойкие присадки, что позволило увеличить ресурс инструмента в зимний период на 35%. Этот пример демонстрирует важность гибкости производителя и готовности адаптировать продукт под конкретные климатические условия эксплуатации, что является стандартом работы для ООО «Аньхой Пэнфэй Браш Индастри».
Логистика и условия оптовых поставок
При планировании закупок важно учитывать не только цену товара, но и логистическую цепочку. Оптимальный размер партии для прямого импорта из Китая обычно составляет от 500 до 1000 штук в зависимости от диаметра щеток, что позволяет заполнить стандартный контейнер или собрать сборный груз (LCL) с максимальной экономической эффективностью. Минимальный заказ (MOQ) для нестандартных изделий, изготавливаемых по чертежам заказчика, может быть выше, но обсуждается индивидуально.
Срок производства стандартной партии дисковых щеток составляет 15–20 рабочих дней после утверждения образца и подписания контракта. Доставка до склада покупателя в Москве или Новосибирске занимает еще 20–30 дней в зависимости от выбранного маршрута (железная дорога или мультимодальная перевозка). Компания берет на себя всю таможенную подготовку документов, включая инвойсы, упаковочные листы и сертификаты происхождения, что существенно упрощает процесс растаможки для российского импортера.
Гибкость в выполнении заказов проявляется не только в возможности изменения технических параметров, но и в брендировании продукции. Мы предлагаем нанесение логотипа вашей компании на упаковку или непосредственно на корпус щетки, что способствует укреплению вашего бренда на рынке. Упаковка выполняется в прочные картонные коробки, защищающие товар от деформации при длительной транспортировке, с обязательной маркировкой на русском языке в соответствии с требованиями законодательства РФ.
Часто задаваемые вопросы
Какой срок службы у PE-дисковой щетки при ежедневной работе?
При использовании на углошлифовальной машине средней мощности (1200 Вт) для удаления ржавчины с металлического профиля одна щетка диаметром 115 мм служит в среднем 8–12 часов чистого рабочего времени. Этот показатель может варьироваться в зависимости от степени коррозии металла и давления, которое оказывает оператор. Если поверхность сильно загрязнена битумом или клеем, ресурс может достигать 15 часов, так как синтетический ворс меньше подвержен абразивному износу в таких средах, чем стальная проволока.
Можно ли использовать эти щетки для обработки нержавеющей стали?
Да, можно и даже нужно. В отличие от стальных щеток, которые оставляют микрочастицы углеродистой стали на поверхности нержавейки, вызывая впоследствии очаги коррозии («рыжики»), полиэтиленовые щетки химически инертны. Они эффективно очищают поверхность, не нарушая пассивный защитный слой нержавеющей стали. Для этих целей рекомендуется использовать щетки с белым или зеленым абразивным ворсом, не содержащим железных включений.
Предоставляете ли вы образцы перед заключением крупного контракта?
Безусловно. Мы понимаем, что тестирование инструмента в реальных условиях — обязательный этап принятия решения. Образцы любых типов щеток доступны для отправки курьерской службой. Единственное условие — оплата стоимости доставки образцов, которая впоследствии вычитается из суммы первого оптового заказа. Это позволяет вам лично оценить балансировку диска, плотность ворса и реальную производительность перед размещением партии на тысячи штук.
Как правильно хранить щетки, чтобы сохранить их свойства?
Щетки следует хранить в сухом помещении при температуре от -20°C до +40°C, вдали от прямых солнечных лучей и источников открытого огня. Хотя полиэтилен устойчив к воздействию влаги, длительное хранение в сырых условиях может привести к окислению металлической резьбовой втулки внутри диска. Рекомендуется складировать коробки на поддонах, избегая штабелирования высотой более 2 метров, чтобы предотвратить деформацию нижних рядов упаковки.
Заключение и рекомендации по выбору партнера
Покупка расходных материалов для промышленного оборудования — это инвестиция в бесперебойность ваших производственных процессов. Экономия на качестве щеток ведет к простоям, повышенному расходу электроэнергии и рискам для персонала. Сотрудничество с проверенным производителем, таким как ООО «Аньхой Пэнфэй Браш Индастри», дает доступ к продуктам, разработанным с учетом реальных потребностей российского рынка и соответствующим самым строгим стандартам безопасности.
Мы предлагаем не просто товар, а комплексное решение: от подбора оптимальной зернистости и плотности ворса под вашу задачу до своевременной поставки и технической поддержки. Наша миссия — обеспечить ваши предприятия надежными инструментами, которые работают предсказуемо и эффективно. Профессионализм создает качество, а инновации определяют будущее вашего бизнеса.
Если вы готовы оптимизировать затраты на расходные материалы без потери качества обработки, свяжитесь с нами сегодня для получения актуального прайс-листа и консультации технического специалиста. Обсудим ваши требования и предложим наилучшее решение для вашего производства. Для ознакомления с полным каталогом продукции посетите наш сайт промышленные щетки от производителя.