Осенние закупки 2026: лучшие предложения на Щеточное колесо от Поставщиков
2026-07-16
- Почему осенний сезон 2026 года диктует новые правила выбора расходников
- Технические параметры: на что смотреть в спецификации перед покупкой
- Сравнение типов щеток: сталь, латунь или нейлон?
- Производственные стандарты и контроль качества в 2026 году
- Типичные ошибки эксплуатации и как их избежать
- Как рассчитать экономическую эффективность закупки
- Часто задаваемые вопросы
Почему осенний сезон 2026 года диктует новые правила выбора расходников
Осень 2026 года на российском промышленном рынке характеризуется не просто ростом спроса, а качественным изменением требований к инструменту. В нашей практике мы видим четкий сдвиг: заказчики перестают искать просто «дешевую щетку» и начинают требовать предсказуемого ресурса работы. Ключевой запрос сейчас — щетка дисковая для УШМ, способная выдерживать интенсивные нагрузки при зачистке сварных швов и удалении ржавчины без потери геометрии. Мы проанализировали сотни заявок за последний квартал и выявили тревожную тенденцию: до 30% закупок совершается импульсивно, без учета реальной твердости проволоки или плотности набивки, что приводит к простою оборудования.
Сейчас самое время пересмотреть стратегию снабжения. Традиционные поставщики часто предлагают складские остатки, произведенные по устаревшим техкартам, тогда как современные линии требуют адаптации под конкретные задачи. Если ваша цель — минимизировать брак и снизить расход абразивов на единицу продукции, вам нужны решения, разработанные с учетом актуальных стандартов качества. В этой статье мы разберем технические нюансы, которые отличают профессиональный инструмент от одноразового, и покажем, как правильно сформировать заказ перед зимним сезоном.
Технические параметры: на что смотреть в спецификации перед покупкой
Диаметр диска и посадочное отверстие — это лишь верхушка айсберга. Настоящая ценность инструмента скрыта в параметрах, которые редко указывают в кратких описаниях маркетплейсов. Когда мы тестируем образцы для крупных производственных линий, первый параметр, который мы проверяем — это тип и диаметр проволоки. Для работ по металлу чаще всего используется стальная проволока диаметром от 0,3 мм до 0,8 мм. Тонкая проволока (0,3–0,4 мм) обеспечивает мягкую обработку и полировку, тогда как толстая (0,6–0,8 мм) необходима для агрессивного удаления окалины и грубой ржавчины.
Второй критический фактор — плотность набивки ворса. Многие производители экономят материал, оставляя зазоры между пучками. В результате такая щетка дисковая для УШМ быстро теряет форму, начинает бить при вращении и создает опасную вибрацию. Оптимальная плотность должна обеспечивать равномерное распределение нагрузки по всей рабочей поверхности. Мы сталкивались со случаями, когда использование разреженных щеток приводило к повреждению подшипников углошлифовальных машин из-за дисбаланса массы.
Не игнорируйте тип крепления ворса. Втулочное крепление (когда пучки запрессованы в металлическую или пластиковую втулку) значительно надежнее скрученного варианта. При высоких оборотах скрученная проволока может начать распушаться неравномерно, снижая эффективность очистки. Для ответственных задач, таких как подготовка поверхностей под покраску в судостроении или металлоконструкциях, мы рекомендуем только втулочные варианты с двойной фиксацией. Это гарантирует, что инструмент отработает заявленный ресурс, а не разлетится через 15 минут работы.
Обратите внимание на материал основы диска. Алюминиевые диски легче стальных и лучше отводят тепло, что критично при длительной непрерывной работе. Стальные диски прочнее, но тяжелее, что увеличивает нагрузку на руки оператора. Выбор зависит от частоты использования: для конвейерной линии с автоматической подачей подойдет сталь, для ручной зачистки в течение смены — алюминий. Всегда запрашивайте у поставщика сертификат соответствия или паспорт качества, где указаны эти параметры.
Сравнение типов щеток: сталь, латунь или нейлон?
Выбор материала щетины определяет не только скорость работы, но и безопасность конечного продукта. Ошибка в выборе материала может привести к коррозии изделия или его браку на этапе контроля качества. Ниже приведено сравнение трех основных типов материалов, используемых в производстве дисковых щеток для УШМ.
| Критерий | Стальная проволока (Carbon Steel) | Латунная проволока (Brass) | Нейлон с абразивом (Nylon + Abrasive) |
|---|---|---|---|
| Основное применение | Удаление тяжелой ржавчины, окалины, старой краски, заусенцев после резки. | Очистка цветных металлов, удаление окислов без повреждения основы, работа с нержавейкой. | Финишная обработка, снятие фасок, полировка сложных профилей, удаление загрязнений без изменения геометрии. |
| Агрессивность | Высокая. Быстро снимает слой металла. | Средняя. Мягче стали, не оставляет глубоких царапин на мягких металлах. | Низкая/Контролируемая. Зависит от зернистости абразива в волокне. |
| Риск искрообразования | Высокий. Недопустимо во взрывоопасных зонах. | Низкий. Искры практически отсутствуют, безопасно для газовых сред. | Отсутствует. Идеально для зон с повышенной пожароопасностью. |
| Стойкость к износу | Высокая при правильном подборе твердости. | Средняя. Быстрее истирается при работе с твердыми сталями. | Высокая. Абразивное зерно обновляется по мере износа нейлона. |
| Цена | Наиболее доступный вариант. | На 20–30% дороже стальных аналогов. | Самый дорогой сегмент, но окупается за счет универсальности. |
Важно понимать контекст применения. Если вы работаете с конструкционной сталью Ст3 или Ст20, стальная щетка будет самым экономически эффективным решением. Однако, если задача стоит очистить алюминиевую деталь или медный контакт, сталь оставит неудаляемые включения, которые впоследствии вызовут электрохимическую коррозию. В этом случае латунь — единственно верный выбор. Один из наших клиентов, завод по производству теплообменников, столкнулся с проблемой преждевременного выхода изделий из строя именно из-за использования стальных щеток на алюминиевых поверхностях. Переход на латунные аналоги решил проблему полностью.
Для задач, где важно сохранить исходные размеры детали, например, при очистке резьбовых соединений или сложного литья, нейлоновые щетки с внедренным карбидом кремния или оксидом алюминия показывают лучшие результаты. Они работают как гибкий абразив, проникая в труднодоступные места, куда жесткая проволока просто не достает. При этом они не перегревают поверхность, что исключает отпуск металла и изменение его свойств.
Производственные стандарты и контроль качества в 2026 году
Рынок наполнен предложениями, но далеко не все они соответствуют заявленным характеристикам. В 2026 году требования к сертификации ужесточились, особенно в свете интеграции технических регламентов ЕАЭС. Покупая инструмент без документов, вы рискуете получить партию, которая не пройдет входной контроль на вашем предприятии. Надежный поставщик всегда предоставляет протоколы испытаний, подтверждающие прочность крепления ворса и балансировку диска.
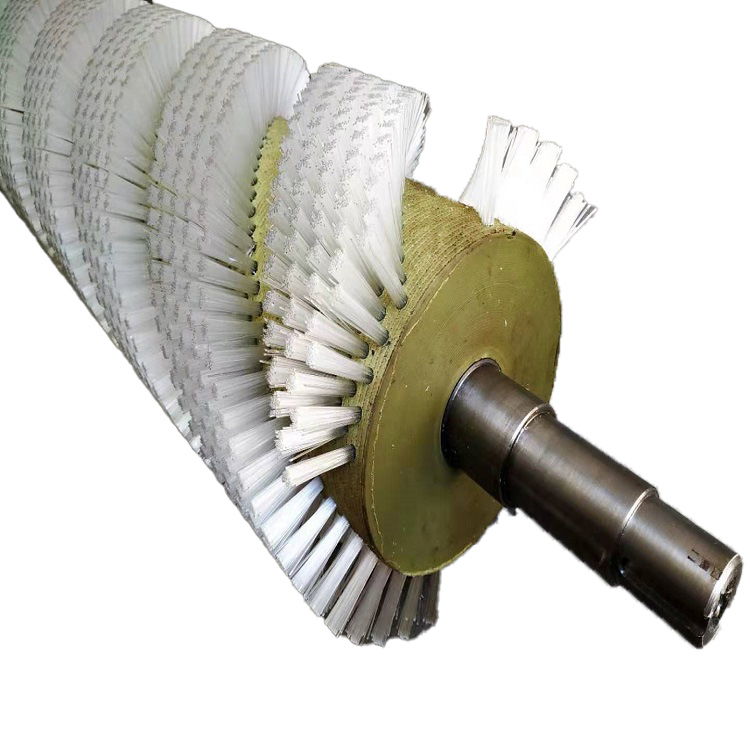
ООО «Аньхой Пэнфэй Браш Индастри», являясь российско-китайским предприятием, выстроило производственный процесс таким образом, чтобы исключить человеческий фактор на ключевых этапах. Расположенный в промышленном парке Юаньтань города Цяньшань, завод использует автоматизированные линии сборки, которые гарантируют идентичность каждой единицы продукции в партии. Это особенно важно для щетки дисковой для УШМ: даже микроскопическое отклонение в центровке ворса может привести к биению на высоких оборотах (11 000–12 000 об/мин).
Система управления качеством на предприятии охватывает весь цикл: от входного контроля сырья (проверка химического состава проволоки и диаметра нейлонового волокна) до финальной динамической балансировки готовых изделий. Регулярные внутренние аудиты позволяют поддерживать показатели брака на уровне ниже 0,5%, что является отраслевым стандартом для премиум-сегмента. Мы понимаем, что для российского заказчика важна не только цена, но и стабильность поставок. Поэтому компания держит страховой запас популярных позиций и адаптирует логистику под текущие таможенные требования.
Гибкость производства позволяет выполнять заказы по индивидуальным чертежам. Если стандартная щетка не решает вашу задачу — например, требуется особый угол наклона ворса или комбинация материалов в одном диске — инженеры предприятия готовы разработать решение под ваш техзадание. Такой подход позволяет оптимизировать технологический процесс и снизить себестоимость обработки детали в долгосрочной перспективе.
Типичные ошибки эксплуатации и как их избежать
Даже самый качественный инструмент можно вывести из строя за минуты, если нарушать правила эксплуатации. Самая распространенная ошибка — использование щетки на оборотах, превышающих максимальные значения, указанные на маркировке. Каждая щетка дисковая для УШМ имеет предельную скорость вращения. Превышение этого лимита ведет к центробежному разрушению пучков проволоки, что превращает инструмент в источник смертельной опасности для оператора.
Вторая частая ошибка — неправильный угол атаки. Многие рабочие пытаются давить на щетку всей плоскостью диска, как на отрезной круг. Это неправильно. Рабочая зона дисковой щетки — это торцевая часть ворса. Давление должно быть умеренным, позволяющим проволоке работать упруго. Чрезмерное давление приводит к быстрому износу, перегреву двигателя УШМ и деформации диска. В нашей практике был случай, когда оператор сломал вал болгарки именно из-за попытки ускорить процесс зачистки сильным нажимом.
Также стоит упомянуть проблему хранения. Щетки с натуральной щетиной или некоторые виды нейлона чувствительны к влажности. Хранение на сыром складе приводит к тому, что ворс теряет упругость или, в случае стальной проволоки без антикоррозийной пропитки, покрывается ржавчиной еще до начала использования. Всегда проверяйте условия хранения на складе поставщика перед отгрузкой крупной партии.
Не забывайте о средствах индивидуальной защиты. Работа с проволочными щетками генерирует множество мелких осколков металла и абразивной пыли. Использование защитных очков с боковой защитой и плотной одежды обязательно. Игнорирование этого правила регулярно приводит к травмам глаз, статистика которых, к сожалению, остается высокой в строительном секторе.
Как рассчитать экономическую эффективность закупки
Цена за штуку — плохой ориентир для B2B закупок. Реальная стоимость владения инструментом рассчитывается исходя из ресурса работы и производительности. Дешевая щетка может стоить в два раза меньше, но отрабатывать в три раза быстрее из-за низкой плотности набивки или мягкой проволоки. В итоге вы платите больше за логистику, оформление документов и простои на замену инструмента.
Для точного расчета используйте формулу: Стоимость минуты работы = Цена инструмента / Время жизни (мин). Добавьте сюда стоимость часа работы оператора и амортизацию оборудования. Часто оказывается, что покупка более дорогого, но долговечного инструмента от проверенного производителя снижает общую себестоимость процесса на 15–20%. Осенние закупки 2026 года — идеальное время для перехода на такие расчеты, так как бюджеты на следующий год формируются именно сейчас.
Учитывайте также фактор масштаба. Крупные партии позволяют зафиксировать цену и защитить себя от валютных колебаний и сезонного роста тарифов на логистику. Производители, такие как ООО «Аньхой Пэнфэй Браш Индастри», предлагают гибкие условия для оптовых заказов, включая возможность кастомизации упаковки и маркировки под требования вашего склада. Это упрощает учет и предотвращает потери инструмента в процессе хранения и выдачи.
Часто задаваемые вопросы
Какой срок службы у качественной дисковой щетки для УШМ?
Срок службы напрямую зависит от интенсивности использования и типа обрабатываемой поверхности. В среднем, при работе по черному металлу 8 часов в день, качественная стальная щетка служит от 3 до 5 рабочих дней. Нейлоновые щетки с абразивом могут работать до 2 недель при финишной обработке. Если щетка изнашивается быстрее, проверьте давление на инструмент и соответствие твердости проволоки задаче.
Можно ли использовать щетку по мокрому металлу?
Использовать обычные стальные щетки по мокрому металлу категорически не рекомендуется из-за риска мгновенной коррозии проволоки и налипания грязи, которая забивает ворс. Для влажной среды существуют специальные щетки с нержавеющей проволокой или полимерным покрытием. Если работа в воде неизбежна, выбирайте инструменты из материалов, устойчивых к окислению, и тщательно просушивайте их после смены.
Как подобрать щетку под конкретную модель УШМ?
Главный параметр — диаметр посадочного отверстия (обычно М14 для профессиональных УШМ) и максимальные обороты инструмента. Убедитесь, что максимальные обороты щетки (указаны на этикетке) равны или превышают обороты вашей машины. Также учитывайте вес: для маломощных УШМ (до 800 Вт) лучше выбирать облегченные алюминиевые диски, чтобы не перегружать двигатель.
Есть ли разница между китайскими и европейскими щетками?
Разница заключается не в стране происхождения, а в контроле качества и используемом сырье. Современные китайско-российские предприятия, внедряющие международные стандарты ISO и проводящие строгий входной контроль, выпускают продукцию, ничем не уступающую европейским аналогам, но по более конкурентной цене. Ключевой фактор — наличие сертификатов и репутация завода-изготовителя.
Правильный выбор инструмента — это инвестиция в безопасность и эффективность вашего производства. Не позволяйте низким ценам на сомнительные товары ставить под угрозу ваши планы на 2026 год. Осенний период — лучшее время для заключения долгосрочных контрактов с надежными партнерами, способными обеспечить стабильные поставки сертифицированной продукции.
Если вы ищете поставщика, который сочетает в себе технологическую точность, гибкость производства и понимание российских реалий, рассмотрите предложения от профессионалов отрасли. Широкая линейка продукции, включающая все основные типы промышленных щеток, и возможность изготовления по вашим чертежам делают сотрудничество максимально продуктивным. Запросите коммерческое предложение на щетку дисковую для УШМ прямо сейчас, чтобы успеть укомплектовать склады до начала высокого сезона и получить лучшие условия поставки.