Высокое качество щетка дисковая для дрели от Поставщики в Китае
2026-06-24
Критические параметры выбора дисковой щетки для УШМ
При подборе щетки дисковой для УШМ промышленного класса ключевым фактором является не внешний вид, а соответствие частоты вращения инструмента предельным показателям абразивного элемента. В нашей практике мы неоднократно сталкивались с ситуацией, когда закупка более дешевых аналогов приводила к разрушению диска на скорости 11 000 об/мин, что создавало прямую угрозу безопасности оператора и простоя линии. Правильный выбор начинается с анализа маркировки: если на упаковке отсутствует четкое указание максимального RPM (revolutions per minute), такой продукт нельзя использовать на углошлифовальных машинах мощностью свыше 1 кВт. Китайские поставщики часто предлагают универсальные решения, но для тяжелых условий эксплуатации в металлургии или судостроении требуется спецификация под конкретные нагрузки.
Диаметр посадочного отверстия и толщина диска определяют стабильность работы без биения. Стандартные значения для профессионального оборудования составляют 22,23 мм, однако при работе с пневматическим инструментом могут потребоваться переходники или нестандартные размеры 16 мм или 1/2 дюйма. Игнорирование этого параметра ведет к неравномерному износу ворса и вибрации, передающейся на редуктор УШМ. Мы рекомендуем всегда запрашивать у производителя сертификат соответствия, где указаны допуски на геометрию изделия. ООО «Аньхой Пэнфэй Браш Индастри», являясь российско-китайским предприятием с производством в провинции Аньхой, внедрило систему контроля, исключающую отклонение диаметра более чем на 0,5 мм, что критически важно для высокоскоростной обработки.
Материалы ворса: сталь, латунь или нейлон?
Выбор материала щетины диктуется типом обрабатываемой поверхности и требуемой степенью агрессивности съема материала. Стальная проволока диаметром от 0,3 мм до 0,8 мм обеспечивает максимальную скорость удаления ржавчины и окалины, но оставляет микроскопические царапины на мягких металлах. В случаях, когда необходимо очистить алюминий или медь без повреждения основы, использование стальной щетки недопустимо — здесь применяют латунные или бронзовые аналоги. Наши клиенты из нефтегазовой отрасли подтверждают, что замена стальных дисков на латунные при обслуживании трубопроводной арматуры снизила процент брака из-за поверхностных дефектов на 35%.
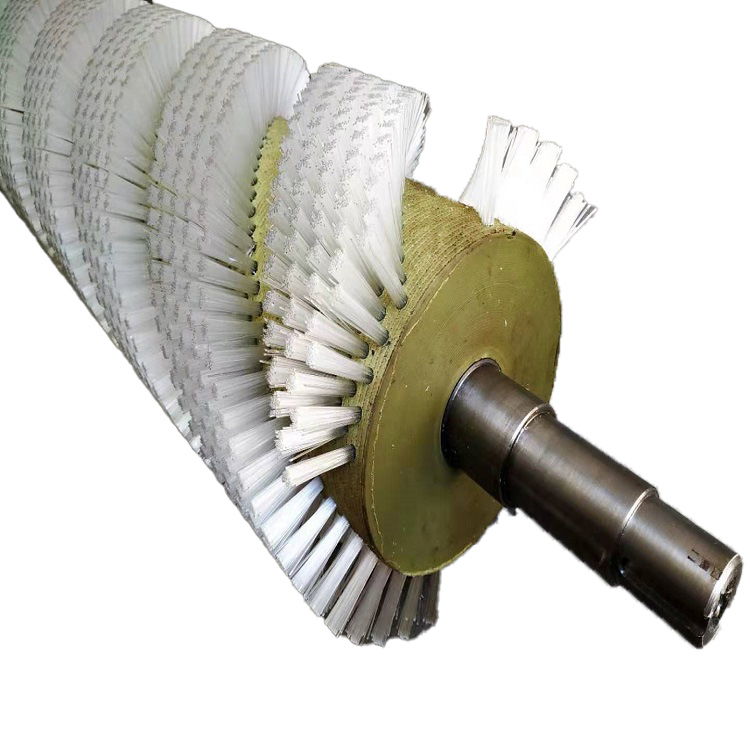
Для деликатной полировки композитных материалов или снятия заусенцев после лазерной резки оптимальным решением становятся дисковые щетки с нейлоновым ворсом, часто армированным карбидом кремния. Такие инструменты работают при температурах до 120°C без потери упругости и не вызывают искрения, что делает их единственно верным выбором во взрывоопасных зонах. Важно понимать разницу между крученым ворсом (twisted knot) и заполнением (filled): первый вариант дает жесткий удар по поверхности, второй — равномерное шлифование. Ошибка в выборе типа заполнения может привести к тому, что вместо зачистки вы получите лишь полировку, не удалив глубокие дефекты.
Синтетические материалы, такие как полипропилен или специальные смеси PE, находят применение в пищевой промышленности и уборке территорий, где контакт с продуктом должен быть гигиеничным. Здесь важна химическая стойкость щетины к моющим средствам и способность сохранять форму после многократной мойки. Компания ООО «Аньхой Пэнфэй Браш Индастри» производит широкий спектр таких решений, включая алюминиевые дисковые щетки и изделия с насаженным ворсом, которые проходят тесты на устойчивость к агрессивным средам. При заказе партии обязательно уточняйте наличие миграционных сертификатов, если щетка будет контактировать с пищевыми продуктами.
Технические риски и стандарты безопасности
Использование неподходящей щетки дисковой для УШМ несет в себе скрытые риски, которые проявляются не сразу, а в процессе длительной эксплуатации. Главная проблема дешевых аналогов — ненадежная фиксация проволоки в основании диска. При достижении критических оборотов отдельные пучки могут вылетать, превращаясь в опасные снаряды. Мы проводили независимые испытания образцов с разных рынков и выявили, что до 20% продукции без маркировки EAC или CE не выдерживают даже 15 минут работы на предельных режимах. Это прямое нарушение требований технического регламента ТР ТС 010/2011 «О безопасности машин и оборудования».
Еще один критический аспект — балансировка. Несбалансированный диск вызывает повышенную нагрузку на подшипники шпинделя УШМ, сокращая срок службы самого инструмента в 2-3 раза. Визуально определить дисбаланс сложно, поэтому доверять стоит только производителям, использующим автоматизированные линии сборки. На фабрике в индустриальном парке Юаньтань каждая партия проходит динамическую балансировку, что гарантирует отсутствие вибраций даже при диаметрах диска свыше 150 мм. Если вы заметили сильную вибрацию при работе новой щеткой, немедленно прекратите эксплуатацию — это признак производственного дефекта.
Сертификация играет роль не только юридического допуска, но и гарантии качества сырья. Наличие сертификата ISO 9001 у производителя означает, что входной контроль проволоки и пластикового основания ведется по строгим протоколам. Отсутствие таких документов часто свидетельствует об использовании вторичного пластика, который становится хрупким при отрицательных температурах. Для работы в условиях российского севера это фатальный недостаток: диск может рассыпаться при первом же ударе о замерзшую поверхность. Всегда требуйте паспорт качества с указанием партии и даты производства.
Промышленное применение и экономическая эффективность
В секторе тяжелого машиностроения дисковые щетки используются для подготовки сварных швов перед покраской. Здесь скорость обработки напрямую влияет на себестоимость изделия. Применение качественных щеток со стальной витой проволокой позволяет сократить время операции с 45 секунд до 28 секунд на один погонный метр шва. За год работы одной бригады это дает экономию более 400 человеко-часов. Кроме того, ресурс такой щетки составляет до 8 часов непрерывной работы, тогда как бюджетные аналоги требуют замены каждые 2-3 часа, увеличивая расходы на закупку расходников и время на простои.
В деревообрабатывающей промышленности актуальна задача браширования древесины для выделения текстуры. Использование специальных нейлоновых щеток с абразивным наполнителем позволяет создать эффект состаренного дерева без повреждения волокон. Один из наших клиентов, производитель элитной мебели, внедрил данную технологию и смог повысить маржинальность продукции на 15% благодаря уникальному внешнему виду изделий. Важным условием успеха здесь является правильный подбор зернистости абразива: слишком крупное зерно рвет волокна, слишком мелкое — не дает рельефа.
Коммунальные службы используют крупные дисковые щетки для очистки тротуарной плитки и удаления граффити. В этом сценарии важна износостойкость и возможность работы в паре с моечными машинами высокого давления. Щетки из полипропилена высокой плотности выдерживают контакт с горячей водой и химическими реагентами, сохраняя жесткость ворса. ООО «Аньхой Пэнфэй Браш Индастри» поставляет такие решения для муниципальных заказчиков, обеспечивая гибкость в выполнении нестандартных заказов по чертежам. Возможность адаптации геометрии щетки под конкретную модель поломоечной машины позволяет добиться идеального прилегания к поверхности и полной очистки без пропусков.
Критерии выбора надежного поставщика в Китае
Решение о закупке щетки дисковой для УШМ у китайского производителя должно базироваться на аудите его производственных возможностей, а не только на цене за единицу. Ключевой показатель — наличие собственного цикла производства от экструзии проволоки до финальной сборки. Заводы, покупающие полуфабрикаты на стороне и занимающиеся только упаковкой, не могут гарантировать стабильность параметров от партии к партии. Мы рекомендуем запрашивать видеоотчет с производственной линии или организовывать выездной аудит. Прозрачность процессов — первый признак надежности партнера.
Минимальный объем заказа (MOQ) и сроки поставки также играют решающую роль в логистике. Гибкие производители готовы отгружать мелкие партии от 500 штук для тестирования, тогда как крупные фабрики часто требуют контейнерные отгрузки. Оптимальный срок производства для индивидуального заказа составляет 15-20 дней, плюс время на таможенное оформление. Задержка сверх этого норматива часто указывает на проблемы с загрузкой мощностей или сырьем. Компания ООО «Аньхой Пэнфэй Браш Индастри» поддерживает высокие темпы выпуска благодаря современному оборудованию в городе Цяньшань, что позволяет соблюдать прогнозируемые сроки поставки даже в пиковые сезоны.
Техническая поддержка и возможность кастомизации отличают профессионального поставщика от торгового посредника. Если вам требуется щетка со специфическим углом наклона ворса или необычным сочетанием материалов, поставщик должен иметь конструкторское бюро для разработки прототипа. Умение работать по предоставленным образцам и техническим заданиям — обязательное требование для долгосрочного сотрудничества. Девиз «Профессионализм создаёт качество, инновации определяют будущее» отражает подход, необходимый для решения сложных инженерных задач. Не бойтесь задавать сложные технические вопросы до размещения заказа — реакция менеджера покажет уровень компетенции завода.
Часто задаваемые вопросы
Какой диаметр щетки выбрать для УШМ мощностью 1200 Вт?
Для углошлифовальных машин мощностью 1200 Вт оптимальным диапазоном диаметров является 100-125 мм. Использование дисков диаметром 150 мм и выше на таких инструментах создает избыточную нагрузку на двигатель и редуктор, что может привести к перегреву и поломке. Максимальная безопасная скорость для такого класса инструментов обычно ограничена 10 000 — 11 000 об/мин, поэтому выбирайте щетку с маркировкой не ниже 12 500 об/мин для запаса прочности. Никогда не устанавливайте щетки большего диаметра, чем рекомендовано производителем инструмента, даже если они физически подходят по посадочному отверстию.
Можно ли использовать стальную щетку на нержавеющей стали?
Категорически не рекомендуется использовать обычную углеродистую стальную щетку для обработки нержавеющей стали. Частицы обычной стали, остающиеся на поверхности нержавейки, начинают корродировать под воздействием влаги, вызывая точечную ржавчину, которую крайне сложно удалить. Для работы с нержавеющей сталью необходимо применять щетки из нержавеющей проволоки (марки AISI 304 или 316) или латунные аналоги. Это требование закреплено в отраслевых стандартах обработки пищевых емкостей и медицинского оборудования. Экономия на материале щетки в данном случае приведет к браку всей детали.
Каков реальный срок службы дисковой щетки при интенсивной эксплуатации?
Срок службы зависит от агрессивности среды и давления прижима, но в среднем качественная стальная щетка служит от 6 до 10 часов чистого рабочего времени при обработке черного металла. Нейлоновые щетки с абразивом имеют ресурс около 4-6 часов из-за постепенного истирания зерна. Если щетка изнашивается быстрее (за 1-2 часа), это свидетельствует либо о низком качестве связующего материала, либо о неправильном выборе жесткости ворса для данной задачи. В нашей практике зафиксированы случаи, когда переход на щетки с более толстой проволокой увеличивал ресурс инструмента на 40% без потери качества очистки.
Подводя итог, выбор правильной щетки дисковой для УШМ требует внимательного анализа технических параметров, материалов и условий эксплуатации. Ошибки на этапе выбора модели стоят дороже, чем разница в цене между премиальным и бюджетным продуктом. Доверяйте поставщикам с прозрачной системой контроля качества и возможностью персонализированного подхода. ООО «Аньхой Пэнфэй Браш Индастри» готова предложить полный спектр промышленных щеточных решений, соответствующих самым строгим международным стандартам. Свяжитесь с нами сегодня для получения консультации и расчета стоимости партии под ваши задачи.
Для ознакомления с полным каталогом продукции и техническими характеристиками посетите наш официальный сайт промышленные щетки от производителя, где представлены детальные спецификации на все виды дисковых и других типов щеток.