Самый лучший Дисковая щетка для поломоечных машин — Известный Производитель
2026-06-24
Почему выбор щетки дисковой для УШМ определяет срок службы вашего оборудования
Неправильно подобранная щетка дисковая для УШМ способна вывести из строя редуктор углошлифовальной машины за считанные недели или, что хуже, стать причиной производственной травмы. В нашей практике мы неоднократно сталкивались с ситуацией, когда предприятие закупало дешевые расходные материалы, экономя 15% на единице продукции, но теряло до 40% рабочего времени из-за частой замены инструмента и простоев оборудования. Ключевая ошибка большинства закупщиков — ориентация исключительно на цену, игнорируя баланс между жесткостью ворса, скоростью вращения и материалом абразива. Эта статья поможет вам избежать типичных ловушек при выборе промышленной оснастки, опираясь на реальные технические параметры и опыт эксплуатации в тяжелых условиях.
Критические параметры: как читать спецификацию, а не маркетинговые лозунги
При выборе диска первое, на что нужно смотреть, — это максимальная рабочая скорость (RPM), указанная производителем. Если ваша УШМ развивает 11 000 об/мин, а на щетке стоит маркировка 8 500 об/мин, использование такого инструмента категорически запрещено. Центробежная сила при превышении номинала разрывает диск, превращая его в опасный снаряд. Мы видели последствия таких инцидентов: повреждение защитных кожухов и серьезные травмы операторов. Всегда требуйте сертификат соответствия, где четко прописаны предельные нагрузки. Для стандартных задач по зачистке сварных швов оптимальным диапазоном является 12 000–13 000 об/мин, что обеспечивает запас прочности даже при пиковых нагрузках на двигатель.
Второй критический параметр — диаметр посадочного отверстия и общая геометрия диска. Стандарт для большинства промышленных УШМ составляет 22,2 мм, однако в специализированном оборудовании встречаются варианты на 16 мм или резьбовое крепление M14. Несоответствие даже на доли миллиметра приводит к биению, которое разрушает подшипники шпинделя. В компании ООО «Аньхой Пэнфэй Браш Индастри» мы внедряем лазерный контроль геометрии каждой партии, чтобы исключить отклонения более 0,05 мм, так как знаем: вибрация убивает инструмент быстрее, чем абразивный износ. Перед заказом партии обязательно сверьте чертеж крепления с паспортом вашего станка.
Материал ворса диктует сферу применения. Стальная проволока (карбонизированная или нержавеющая) предназначена для удаления ржавчины, окалины и старой краски с металла. Нейлон с абразивным наполнением (карбид кремния или оксид алюминия) используется для финишной обработки, снятия заусенцев и полировки без изменения геометрии детали. Ошибка в выборе материала ведет к обратному эффекту: мягкий нейлон на грубой поверхности просто плавится от трения, а жесткая сталь царапает деликатный алюминий или нержавейку, требуя последующей дорогостоящей полировки. Наши инженеры рекомендуют проводить тестовую зачистку на образце перед массовым внедрением нового типа щеток.
Сравнительный анализ типов дисков: где скрыты реальные затраты
Чтобы принять взвешенное решение, необходимо сравнить основные типы дисковых щеток по ключевым эксплуатационным показателям. Ниже приведена таблица, составленная на основе данных испытаний в цехах металлообработки и сервисных центрах.
| Тип щетки | Ресурс (часы активной работы) | Эффективность съема материала | Риск повреждения основы | Оптимальная сфера |
|---|---|---|---|---|
| Стальная витая проволока | 4–6 часов | Высокая (агрессивная) | Высокий (глубокие царапины) | Грубая очистка сварных швов, удаление толстого слоя ржавчины |
| Стальная гофрированная проволока | 8–10 часов | Средняя (мягкое воздействие) | Низкий (поверхностные следы) | Очистка от легкой коррозии, подготовка под покраску |
| Нейлон с абразивом (Scotch-Brite тип) | 15–20 часов | Низкая (полирующая) | Отсутствует | Финишная отделка, удаление заусенцев, матирование |
| Латунная проволока | 3–5 часов | Средняя | Минимальный (не дает искр) | Работа во взрывоопасных зонах, очистка цветных металлов |
Обратите внимание на ресурс латунных щеток. Они служат меньше стальных аналогов, но их применение обязательно в зонах класса Ex, где искрообразование недопустимо. Попытка сэкономить, используя стальную щетку в нефтехимическом цехе, может привести к катастрофическим последствиям и штрафам со стороны надзорных органов. Мы рекомендуем всегда иметь отдельный складской запас искробезопасной оснастки для соответствующих участков производства.
Нейлоновые диски с абразивным наполнением часто недооценивают, считая их только полировальными. Однако современные композитные материалы позволяют снимать слой металла до 0,1 мм за проход, сохраняя при этом структуру поверхности. Это идеальное решение для аэрокосмической отрасли или производства пищевого оборудования, где важна гигиена и отсутствие микротрещин. В отличие от стальной проволоки, нейлон не оставляет металлических включений в порах материала, что предотвращает последующую коррозию.
Реальный опыт: почему дешевые аналоги стоят дороже оригиналов
Один из наших клиентов, крупный производитель металлоконструкций в Сибири, столкнулся с парадоксальной ситуацией: переход на более дешевые китайские щетки привел к росту затрат на 25%. Анализ показал, что низкая цена достигалась за счет использования вторичного сырья для ворса и экономии на клеевом составе. В результате щетки теряли до 30% своей массы уже в первый час работы, а выпадающая проволока забивала вентиляционные каналы двигателей УШМ, вызывая их перегрев и выход из строя. Стоимость ремонта трех шлифмашин превысила годовую экономию на расходниках.
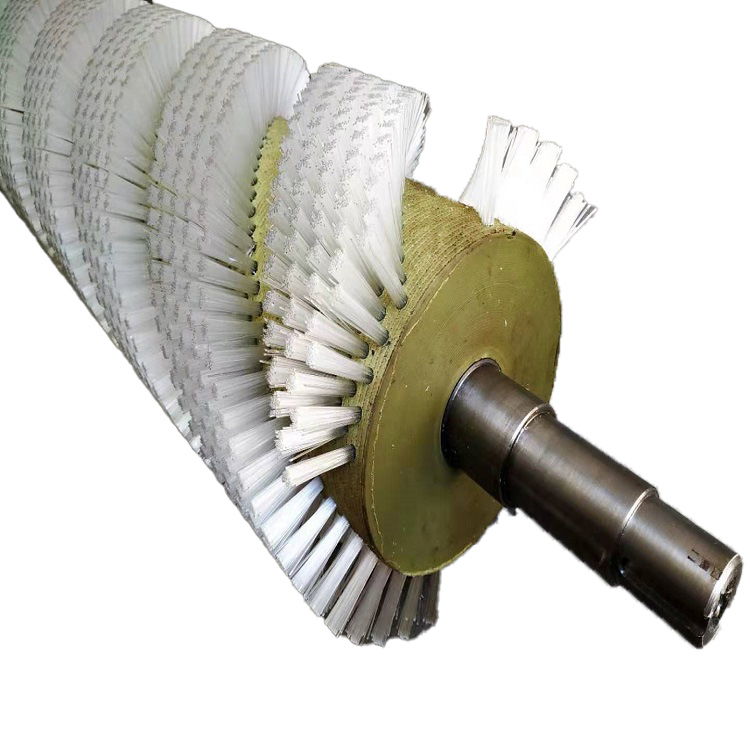
В ООО «Аньхой Пэнфэй Браш Индастри» мы решаем эту проблему через строгий входной контроль сырья и автоматизированную прошивку ворса. Наша производственная база в промышленном парке Юаньтань оснащена оборудованием, которое гарантирует равномерное распределение плотности пучков. Это исключает дисбаланс диска при высоких оборотах. Мы не используем переработанный пластик или лом проволоки неизвестного состава. Каждый барабан с готовой продукцией проходит динамическую балансировку, что подтверждается протоколом испытаний, прилагаемым к партии.
Еще один скрытый фактор — эргономика и безопасность оператора. Дешевые щетки часто имеют неровный край, что создает сильную вибрацию, передающуюся на руки работника. По нормам ГОСТ и международным стандартам охраны труда, время работы с таким инструментом должно быть ограничено, что снижает выработку смены. Наши изделия проходят сертификацию по уровню вибрации, обеспечивая комфортную работу в течение всей смены без потери производительности. Здоровье персонала — это актив компании, который нельзя обменивать на сомнительную экономию копеек на единицу товара.
Технологии крепления и совместимость с различным оборудованием
Современный рынок предлагает множество вариантов крепления дисковых щеток, и путаница здесь недопустима. Помимо стандартного отверстия 22,2 мм, существуют системы быстрой смены (Quick Change), популярные в автомобильной промышленности и сервисных центрах. Они позволяют менять оснастку за 3 секунды без использования ключа, что критически важно при поточной обработке деталей. Однако такие системы требуют наличия специального адаптера на УШМ. Если ваше оборудование не модернизировано, покупка щеток с быстрым зажимом будет бесполезной тратой бюджета.
Для тяжелых условий эксплуатации, таких как очистка бетонных полов или удаление толстых наслоений битума, используются щетки с усиленным металлическим стаканом. Конструкция стакана должна быть выполнена из стали толщиной не менее 1,5 мм, иначе при случайном ударе о твердую поверхность металл деформируется, и диск заклинит. В нашем ассортименте представлены модели с двойным усилением зоны крепления, разработанные специально для российских условий, где перепады температур и ударные нагрузки являются нормой.
Важно также учитывать направление вращения. Большинство дисковых щеток маркируются стрелкой, указывающей правильное направление. Установка диска в обратную сторону приводит к мгновенному разлохмачиванию ворса и потере эффективности. На некоторых моделях премиум-класса, выпускаемых нашим предприятием, применяется ассиметричная форма пучков, которая работает эффективно только в одном направлении, обеспечивая лучший выброс пыли и стружки. Игнорирование этого требования сводит на нет все технологические преимущества изделия.
Как продлить срок службы оснастки: практические рекомендации
Даже самая качественная щетка дисковая для УШМ прослужит недолго, если нарушать правила эксплуатации. Главная рекомендация от наших технологов: никогда не давите на инструмент всем весом. Эффективность зачистки зависит от скорости вращения и площади контакта, а не от силы нажатия. Чрезмерное давление изгибает проволоку, вызывая усталостное разрушение металла у основания пучка. Оптимальный угол наклона УШМ к поверхности составляет 15–20 градусов. При таком положении диск работает торцом пучков, обеспечивая максимальный съем материала при минимальном износе.
Регулярная очистка самой щетки от набившегося материала также обязательна. При работе с мягкой сталью или алюминием стружка часто застревает между проволоками, создавая эффект «глазурования». Диск перестает резать и начинает просто тереть поверхность, нагревая её. Используйте специальный гребень или старую отвертку для удаления загрязнений каждые 15–20 минут работы. Эта простая операция восстанавливает режущие свойства инструмента почти полностью.
Хранение играет не меньшую роль. Дисковые щетки нельзя бросать в ящик с тяжелыми деталями. Деформация ворса при хранении делает диск непригодным для использования — он начнет бить и вибрировать сразу после установки. Храните оснастку в оригинальной упаковке или на специальных стеллажах в сухом помещении. Влажность вызывает коррозию стальной проволоки еще до начала эксплуатации, делая её хрупкой. Соблюдение этих элементарных правил позволяет увеличить ресурс одной щетки на 30–40%, что напрямую влияет на себестоимость ваших работ.
Часто задаваемые вопросы
Какой диаметр щетки выбрать для УШМ мощностью 1200 Вт?
Для УШМ мощностью 1200 Вт оптимальным выбором являются диски диаметром 115 мм или 125 мм. Использование дисков большего диаметра (150 мм и выше) создаст чрезмерную нагрузку на двигатель и редуктор бытовой или полупрофессиональной машины, что приведет к быстрому перегреву и поломке. Большие диаметры (до 230 мм) предназначены для мощных промышленных углошлифовальных машин от 2000 Вт. Всегда проверяйте паспорт инструмента: там указан максимальный допустимый диаметр оснастки.
Можно ли использовать щетку по металлу для очистки дерева?
Категорически не рекомендуется. Стальная проволока глубоко врежется в волокна древесины, оставив неустранимые царапины и металлические включения, которые со временем проявятся ржавчиной даже под слоем лака. Для дерева используйте специальные нейлоновые щетки с абразивным наполнением или натуральную щетину. Они эффективно удаляют грязь и старое покрытие, не повреждая структуру волокон. Универсальных решений в профессиональной обработке поверхностей не существует.
Как определить, что щетку пора менять?
Основной признак износа — уменьшение длины ворса более чем на 30% от первоначальной высоты или заметное снижение эффективности зачистки при сохранении режима работы. Также сигналом к замене служит появление сильной вибрации, которую невозможно устранить балансировкой положения рук, или видимое оголение металлического основания диска. Не ждите полного истирания проволоки «под ноль»: работа изношенным диском повышает риск травм и портит обрабатываемую поверхность.
Подходит ли ваша продукция для работы с нержавеющей сталью?
Да, но с важным уточнением: для нержавеющей стали необходимо использовать щетки из нержавеющей проволоки или латуни. Применение обычной углеродистой стали вызовет «напыление» частиц железа на поверхность нержавейки, что в дальнейшем приведет к появлению очагов коррозии («рыжей ржавчины») в местах контакта. В нашем каталоге есть отдельная линейка щеток из AISI 304 и AISI 316, предназначенных специально для пищевой и химической промышленности, где чистота материала критична.
Выбор надежного поставщика промышленной оснастки — это инвестиция в стабильность вашего производственного процесса. Компания ООО «Аньхой Пэнфэй Браш Индастри» готова предложить не просто товар, а комплексное решение, включающее подбор параметров под ваши конкретные задачи, техническую поддержку и гибкие условия поставки. Мы понимаем специфику российского рынка и гарантируем соответствие продукции самым строгим требованиям качества. Не рискуйте своим оборудованием и безопасностью людей ради сомнительной экономии.
Если вы хотите получить персонализированный расчет стоимости партии или консультацию инженера по подбору оптимальной конфигурации щетки, свяжитесь с нами сегодня. Мы оперативно ответим на все вопросы и подготовим коммерческое предложение с учетом ваших объемов и сроков. Посетите наш официальный сайт промышленные дисковые щетки для УШМ, чтобы ознакомиться с полным каталогом продукции и техническими характеристиками каждой модели.