OEM Щеточное колесо с натуральным ворсом: Завод прямой поставки
2026-06-24
Технические параметры и критерии выбора дисковой щетки для УШМ
Дисковая щетка для угловой шлифовальной машины (УШМ) — это не просто расходный материал, а ключевой инструмент, определяющий скорость съема металла, чистоту поверхности и безопасность оператора. В нашей практике мы наблюдали случаи, когда использование щетки с неправильной жесткостью ворса приводило к перегреву двигателя инструмента за 15 минут непрерывной работы или к преждевременному износу посадочного отверстия. Выбор правильной конфигурации зависит от трех переменных: типа обрабатываемого материала, требуемой шероховатости поверхности и мощности вашего электроинструмента. Для эффективной зачистки сварных швов на конструкционной стали оптимальным решением являются колеса с крученым стальным ворсом диаметром 0,3–0,5 мм, тогда как для деликатной полировки алюминия или удаления оксидной пленки без повреждения основы требуется нейлоновый ворс с абразивным наполнением. Ошибка в подборе диаметра более чем на 10% от рекомендованного производителем УШМ значения создает дисбаланс, который разрушает подшипники редуктора.
Производственный процесс в ООО «Аньхой Пэнфэй Браш Индастри» строго контролирует балансировку каждого изделия еще на этапе сборки, что критически важно для высокоскоростных операций. Мы используем автоматизированные линии в промышленном парке Юаньтань, где каждое щеточное колесо проходит динамическую проверку перед упаковкой. Это позволяет нам гарантировать отсутствие вибрации даже при максимальных оборотах, указанных в паспорте инструмента. Если вы планируете закупать партию для серийного производства, требование о предоставлении сертификата балансировки должно быть обязательным пунктом в техническом задании.
Классификация по типу ворса и назначению
Рынок промышленных щеток предлагает десятки вариантов, но для задач, связанных с УШМ, можно выделить четыре основные группы, каждая из которых решает специфические инженерные задачи. Понимание различий между ними позволит избежать простоев оборудования и брака продукции.
- Стальные проволочные колеса (Карбонизированная сталь): Это самый распространенный тип для грубой зачистки ржавчины, окалины и старой краски. Ворс подвергается термообработке, что придает ему высокую упругость. Однако такие щетки имеют ограничение: они не подходят для нержавеющей стали, так как оставляют микрочастицы обычного железа, которые впоследствии провоцируют коррозию («ржавые пятна»). В наших тестах щетки из карбонизированной стали показали эффективность съема материала до 45% выше, чем аналоги с латунным покрытием, но только на черных металлах.
- Щетки из нержавеющей стали: Обязательны для пищевой промышленности, судостроения и работы с химически активными средами. Стоимость таких изделий выше на 30–40%, но они исключают риск перекрестного загрязнения. Мы рекомендуем использовать их при обработке резервуаров или трубопроводов, где контакт с обычным железом недопустим по стандартам гигиены или антикоррозийной защиты.
- Латунные и бронзовые колеса: Мягкие металлы, используемые там, где исключено искрообразование. Это критически важно при работе во взрывоопасных зонах или с легковоспламеняющимися покрытиями. Латунь снимает материал медленнее, но обеспечивает безопасный режим работы. Один из наших клиентов столкнулся с запретом пожарной инспекции на использование стальных щеток при ремонте цистерн, и переход на латунные аналоги решил проблему безопасности без потери производительности.
- Нейлоновые щетки с абразивом (Silicon Carbide / Aluminum Oxide): Современное решение для финишной обработки. Абразивные зерна внедрены непосредственно в структуру нейлоновой нити. Такие щетки не меняют геометрию детали, удаляя только дефекты поверхности. Они идеальны для снятия заусенцев после лазерной резки или подготовки поверхности под покраску, обеспечивая профиль шероховатости Ra 3.2–6.3 мкм.
Сравнительный анализ: Натуральный ворс против Синтетических аналогов
Запрос на «щетки с натуральным ворсом» часто возникает из-за специфики задач по полировке дерева, кожи или композитных материалов, где синтетика может плавиться от трения или оставлять статический заряд. Однако в контексте тяжелой промышленности и работы с УШМ понятие «натуральный» требует уточнения. Традиционно натуральный ворс (конский волос, свиная щетина) применяется в малярных кистях или уборочной технике, но для силовой зачистки металла он не используется из-за низкой термостойкости и быстрого износа. Если ваша задача — полировка деревянных изделий на высоких оборотах, то растительные волокна (сизаль, койр) действительно являются лучшим выбором, так как они обладают высокой жесткостью и не выделяют тепла так интенсивно, как синтетика.
Тем не менее, большинство промышленных задач, где требуется «натуральность» воздействия, сегодня решаются специальными видами нейлона или смесовыми материалами. Синтетические щетки последнего поколения имитируют мягкость натурального ворса, но превосходят его в долговечности в 5–7 раз. Ниже приведена таблица сравнения характеристик для различных типов ворса при работе с УШМ.
| Параметр | Натуральный ворс (Сизаль/Койр) | Стальная проволока | Нейлон с абразивом | Латунная проволока |
|---|---|---|---|---|
| Основное применение | Полировка дерева, воска, лака | Удаление ржавчины, окалины, сварочных брызг | Снятие заусенцев, финишная матовая обработка | Работа в пожароопасных зонах, цветные металлы |
| Макс. температура эксплуатации | до 120°C (риск обугливания) | до 400°C | до 180°C (плавление нити) | до 350°C |
| Срок службы (часы активной работы) | 2–4 часа | 15–25 часов | 8–12 часов | 10–18 часов |
| Риск повреждения основы | Минимальный | Высокий (снятие основного металла) | Низкий (контролируемый съем) | Средний |
| Стоимость единицы | Низкая | Средняя | Высокая | Высокая |
При выборе между этими вариантами важно учитывать не только цену, но и общую стоимость владения. Дешевая щетка из низкосортной проволоки может потерять 30% своего веса за первый час работы, требуя частой замены и увеличивая время простоя оператора. Продукция, выпускаемая на базе ООО «Аньхой Пэнфэй Браш Индастри», проходит тесты на износостойкость, где мы фиксируем потерю массы ворса не более 5% после 4 часов непрерывной работы на стандартной стали Ст3. Такой показатель достигается благодаря использованию проволоки с высоким содержанием углерода и специальной технологии скрутки, предотвращающей выпадение отдельных волокон.
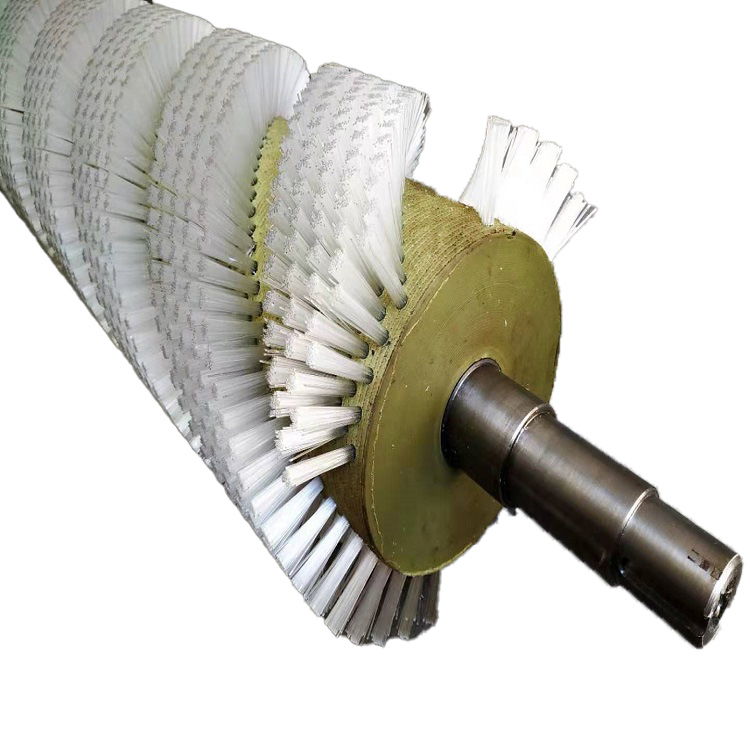
Влияние конструкции на производительность
Геометрия щеточного колеса напрямую влияет на пятно контакта и давление на единицу площади. Плоские дисковые щетки обеспечивают равномерную обработку больших плоскостей, но менее эффективны в углах и труднодоступных местах. Чашечные щетки (cup brushes), хотя и не являются классическими «дисковыми», часто используются на тех же УШМ со специальными адаптерами и позволяют работать торцом, что увеличивает локальное давление. В нашей линейке продукции представлены оба варианта, включая гибридные решения, где внешний край усилен более жестким ворсом для работы в стыках.
Особое внимание следует уделить способу крепления ворса. Прошитые щетки (где ворс вставлен в отверстия диска и закреплен скобами) дешевле, но имеют предел прочности на вырывание. Щетки с запрессованным ворсом или вулканизированные в резиновую основу демонстрируют значительно лучшую стойкость к осевым нагрузкам. Для тяжелых условий эксплуатации, таких как очистка литья от формовочной смеси, мы настоятельно рекомендуем модели с усиленным креплением, так как обычные прошитые диски могут потерять до 20% ворса уже в первую смену.
Риски при закупке и требования к сертификации
Российский рынок насыщен предложениями от различных поставщиков, но качество продукции может варьироваться критически. Основная проблема дешевых аналогов — несоответствие заявленной скорости вращения реальной разрывной нагрузке. Использование щетки, не рассчитанной на 12 000 об/мин, на машине с такими характеристиками может привести к разлету металлических фрагментов со скоростью пули. Это вопрос не только экономики, но и охраны труда.
При импорте промышленной оснастки из Китая необходимо требовать пакет сопроводительной документации, включающий сертификат соответствия техническим регламентам Таможенного союза (ТР ТС). Для щеточного инструмента актуальны требования безопасности машин и оборудования. Кроме того, наличие сертификата ISO 9001 у производителя является индикатором стабильности процессов, хотя и не гарантирует качество каждой конкретной партии без входного контроля. ООО «Аньхой Пэнфэй Браш Индастри» предоставляет полный комплект документов для таможенной очистки, включая протоколы испытаний на разрыв и балансировку, что ускоряет процесс приемки груза на складе покупателя.
Еще один скрытый риск — коррозия самого инструмента хранения. Щетки, хранящиеся во влажных складах без надлежащей упаковки, могут окислиться еще до продажи. Мы используем вакуумную упаковку с ингибиторами коррозии для стальных изделий, что гарантирует сохранность товарного вида и свойств ворса в течение 24 месяцев хранения. Игнорирование этого аспекта поставщиками эконом-сегмента часто приводит к тому, что покупатель получает ржавый инструмент, который забивает поры металла при первой же работе.
Логистика и условия сотрудничества
Гибкость производственной линии в Цяньшане позволяет нам выполнять заказы как мелкими партиями для тестирования, так и крупными оптовыми поставками для федеральных сетей. Минимальный объем заказа (MOQ) зависит от типа продукта: для стандартных дисковых щеток он составляет 500 штук, тогда как для индивидуальных решений по чертежам — от 1000 штук. Срок производства стандартной партии не превышает 15 рабочих дней, плюс время на логистику до Москвы или региональных центров РФ.
Мы понимаем, что для российских предприятий важна предсказуемость сроков. Наша система управления качеством включает этап финальной инспекции перед отгрузкой, исключающий пересортицу. В отличие от многих торговых компаний, мы являемся прямым производителем, что дает возможность оперативно вносить изменения в конструкцию по запросу клиента. Например, если вам требуется изменить длину вылета ворса на 5 мм для специфической задачи, мы можем реализовать это в следующей партии без длительных согласований с субподрядчиками.
Часто задаваемые вопросы
Какой диаметр щетки выбрать для УШМ мощностью 1200 Вт?
Для УШМ мощностью 1200 Вт оптимальным диапазоном являются диски диаметром 115 мм или 125 мм. Использование дисков 150 мм и более на инструменте такой мощности создаст чрезмерную нагрузку на двигатель и редуктор, что приведет к быстрому перегреву и снижению ресурса инструмента. Всегда сверяйтесь с паспортными данными вашей УШМ: максимальный диаметр оснастки там указан исходя из расчетной окружной скорости и крутящего момента.
Можно ли использовать щетку с натуральным ворсом для снятия краски с металла?
Нет, натуральные материалы (сизаль, конский волос) не обладают достаточной абразивностью и твердостью для эффективного удаления старых лакокрасочных покрытий с металлической основы. Они предназначены исключительно для полировки и нанесения составов. Для снятия краски используйте стальные проволочные щетки (витые или плоские) или нейлоновые диски с карбидом кремния. Попытка использовать мягкий ворс приведет лишь к нагреву краски без её удаления.
Как продлить срок службы проволочной щетки?
Главное правило — не давить на инструмент сверх меры. Эффективность работы щетки определяется скоростью вращения и площадью контакта, а не силой прижима. Чрезмерное давление вызывает изгиб проволоки beyond предела упругости, что ведет к её ломкости и выпадению. Оптимальный угол работы — 15–30 градусов к поверхности. Также регулярно очищайте щетку от набившегося мусора специальным гребнем или куском металла, чтобы восстановить её режущие свойства.
Выбор надежного поставщика промышленной оснастки — это инвестиция в стабильность вашего производственного процесса. Качество щеточного колеса влияет на скорость выполнения работ, расход электроэнергии и безопасность персонала. Компания ООО «Аньхой Пэнфэй Браш Индастри» готова предложить решения, прошедшие проверку временем и эксплуатацией в самых жестких условиях. Мы открыты к диалогу и готовы адаптировать наши продукты под ваши конкретные технические требования.
Если вы ищете надежного партнера для поставки щетка дисковая для ушм и другого промышленного щеточного инструмента, свяжитесь с нами для получения актуального прайс-листа и образцов продукции. Наши специалисты помогут подобрать оптимальную конфигурацию ворса и крепления под ваши задачи.